欢迎来到CC规范网,争做您的第一个学习站!
欢迎来到CC规范网,争做您的第一个学习站!
中华人民共和国建筑工业行业标准
钢网架焊接空心球节点
Welded hollow spherical node of space grid structures
JG/T 11-2009
发布部门:中华人民共和国住房和城乡建设部
发布日期:2009年09月16日
实施日期:2010年03月01日
前言
本标准代替JG 11-1999《钢网架焊接球节点》。
本标准与JG 11-1999相比主要变化如下:
——增加了焊接空心球节点产品适用范围的规定;
——增加了拉(压)弯焊接空心球极限承载力的内容(见5.2.3);
——增加了直径500mm~900mm的焊接空心球系列(见4.2);
——增加了对钢板厚度等于或大于40mm的要求(见5.3.2);
——增加了压弯焊接空心球试验简图(见图6);
——增加了检验规则(见第7章);
——增加了验收(见第8章);
——修改了规范性引用文件(见第2章);
——修改了加肋焊接空心球图示(见图3);
——修改了焊接空心球产品标记、规格系列及抗拉抗压极限承载力(见表1、表2、表3、表4);
——修改了焊接空心球几何尺寸允许偏差(见表5)。
本标准由住房和城乡建设部标准定额研究所提出。
本标准由住房和城乡建设部建筑制品与构配件产品标准化技术委员会归口。
本标准起草单位:中国建筑标准设计研究院、浙江东南网架股份有限公司、山西汾阳市建筑金属结构有限公司、杭州大地网架制造有限公司、苏州市建筑构配件工程公司、徐州飞虹网架(集团)有限公司。
本标准主要起草人:张运田、周观根、杨学俭、申林、胡天兵、赵东球、王伟、吴维民、王喆。
本标准所代替标准历次版本发布情况为:
——JG 11-1991,JG 11-1999。
1 范围
本标准规定了钢网架焊接空心球节点的术语和定义、标记和规格、要求、试验方法、检验规则、验收、标志、包装、运输和贮存。
本标准适用于网架、单层网壳和双层网壳(曲面型网架)结构等空间网格结构的焊接空心球节点网架零、部件产品的质量控制。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的化学分析用试样取样法及成品化学成份允许偏差
GB/T 223 钢铁及合金化学分析方法
GB/T 228 金属材料室温拉伸试验方法
GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备
GB/T 5117 碳钢焊条
GB/T 5118 低合金钢焊条
GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝
GB/T 10045 碳钢药芯焊丝
GB/T 14957 熔化焊用钢丝
GB/T 17493 低合金钢药芯焊丝
GB/T 19879 建筑结构用钢板
GB 50205-2001 钢结构工程施工质量验收规范
HG/T 2537 焊接用二氧化碳
JG/T 203 钢结构超声波探伤及质量分级法
JGJ 61-2003 网壳结构技术规程
JGJ 81 建筑钢结构焊接技术规程
3 术语和定义
下列术语和定义适用于本标准。
3.1 焊接空心球节点 welded hollow spherical node
杆件与焊接空心球连接的节点,如图1所示。
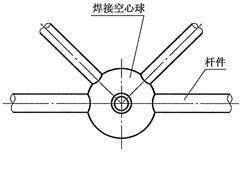
图 1 焊接空心球节点
3.2 焊接空心球 welded hollow sphere
由两个热冲压钢半球加肋或不加肋焊接而成的球体,分别如图2、图3所示。
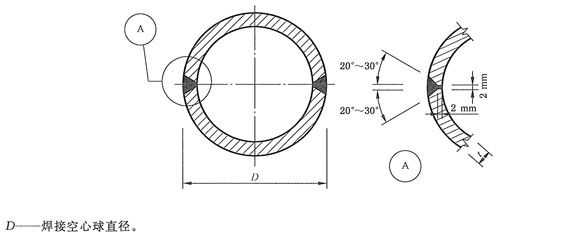
图 2 不加助焊接空心球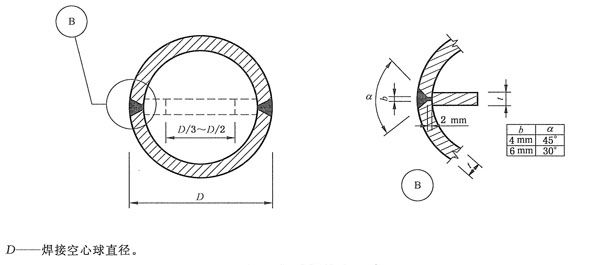
图 3 加助焊接空心球
3.3 加肋焊接空心球肋板 rib plate strengthened welded hollow sphere
加于两个半球内壁拼接环形焊缝处,并与其焊为一体的环形钢板。
4 标记和规格
4.1 标记
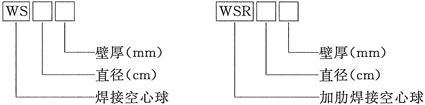
4.1.1 焊接空心球的标记
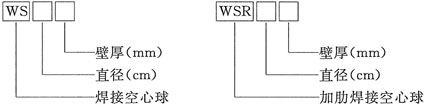
4.1.2 标记示例
示例1:壁厚为10mm,直径为300mm的焊接空心球表示为WS3010。
示例2:壁厚为10mm,直径为300mm的加肋焊接空心球表示为WSR3010。
4 标记和规格
4.1 标记
4.1.1 焊接空心球的标记
4.1.2 标记示例
示例1:壁厚为10mm,直径为300mm的焊接空心球表示为WS3010。
示例2:壁厚为10mm,直径为300mm的加肋焊接空心球表示为WSR3010。
4.2 规格
4.2.1 不加肋焊接空心球产品标记和主要规格见表1。
表1 不加肋焊接空心球产品标记和主要规格

4.2.2 加肋焊接空心球产品标记和主要规格见表2。
表2 加肋焊接空心球产品标记和主要规格

5 要求
5.1 焊接空心球的极限承载力
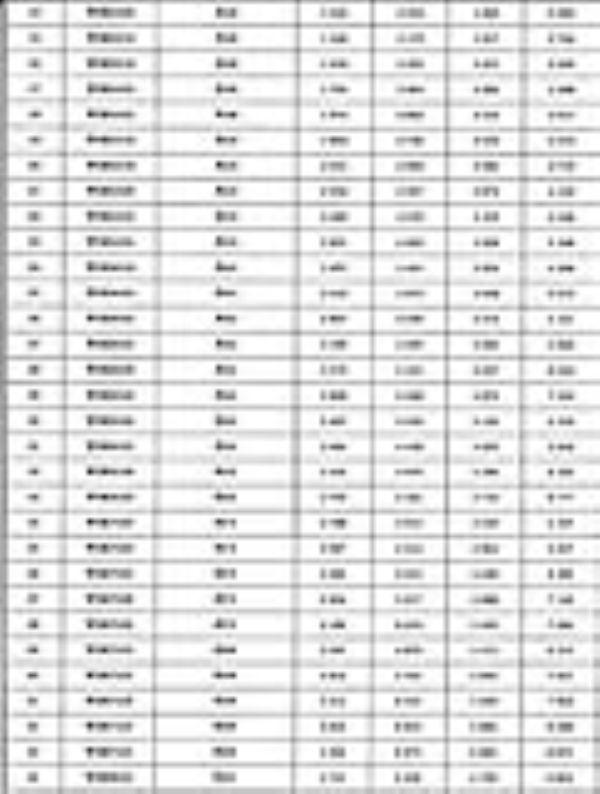
5.1.1 不加肋焊接空心球抗拉、抗压极限承载力见表3。
表3 不加肋焊接空心球抗拉、抗压极限承载力

5.1.2 加肋焊接空心球抗拉、抗压极限承载力见表4。
表4 加肋焊接空心球抗拉、抗压极限承载力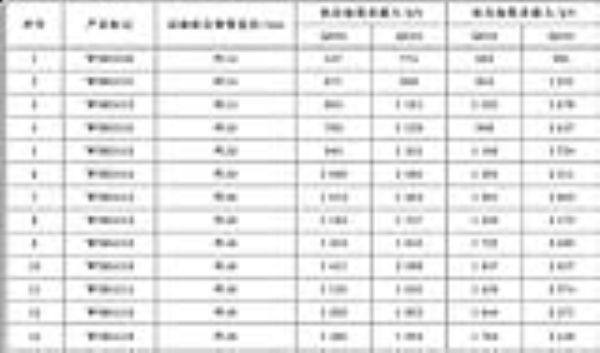

5.1.3 根据设计要求,当需要做拉弯或压弯的焊接空心球试验时,其极限承载力应按设计承载力再乘以检验系数1.6确定。
5.2 材料选用
5.2.1 钢材的品种、规格和性能等应符合国家现行标准和设计的要求。当采用其他钢材和焊接材料替代设计选用的材料时,应经设计单位同意。
5.2.2 当焊接空心球采用的钢板厚度大于或等于40mm时,应采用抗层状撕裂的钢板。钢板厚度方向性能级别Z15、Z25、Z35相应的含硫量、断面收缩率应符合GB/T 19879的规定。
5.2.3 焊条应符合现行国家标准GB/T 5117和GB/T 5118的规定。
5.2.4 焊丝应符合现行国家标准GB/T 14957、GB/T 8110及GB/T 10045、GB/T 17493的规定。
5.2.5 气体保护焊使用的二氧化碳气体应符合现行行业标准HG/T 2537的规定。
5.3 焊缝质量
5.3.1 两个半球的对接坡口应按图2和图3加工,其拼接焊缝以及杆件与焊接空心球对接焊缝的质量等级,应根据产品设计要求的焊缝质量等级,选择相应的焊接工艺进行施焊。当设计未明确要求时,焊缝质量等级应按二级焊缝要求检验。
5.3.2 首次采用的原材料及焊接材料应进行焊接工艺评定。
5.3.3 焊接工艺应按JGJ 81有关要求进行。
5.4 焊接空心球几何尺寸允许偏差
表5 焊接空心球几何尺寸允许偏差 单位为毫米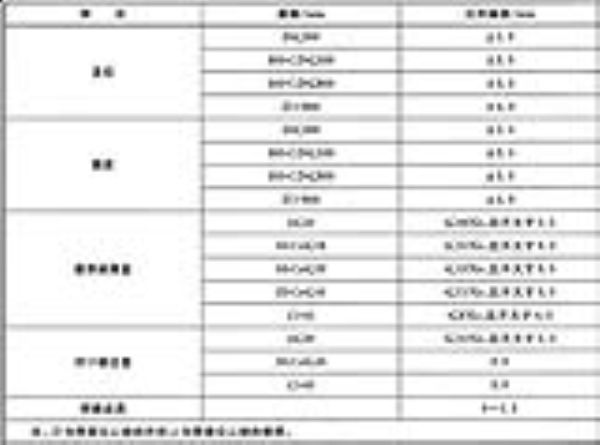
5.5 杆件两端坡口、同轴度和长度允许偏差应符合GB 50205-2001中表7.5.5和表8.4.2的要求。
5.6 除锈和涂层
5.6.1 钢网架结构各种零部件应按设计要求进行除锈。如设计没有要求,除锈等级宜为Sa2(1/2)级。
5.6.2 涂料稀释剂和固化剂等材料的品种、规格、性能等应符合国家现行产品标准和设计图纸提出的要求。当设计图纸无要求时,可根据该产品使用环境的腐蚀介质情况,由供双方商定涂料品种和厚度。
5.6.3 当设计对涂层厚度无要求时,干漆膜总厚度应为:室内125μm,室外150μm,其允许偏差应为-25μm~0。
5.6.4 涂装时的环境温度和相对湿度应符合涂料产品说明书的要求。当产品说明书无要求时,环境温度宜为5℃~38℃,相对湿度不应大于85%。构件表面有结露时不得涂装,雨雪天不得进行室外作业。涂装后4h内不得淋雨。
5.6.5 焊接空心球出厂前宜涂一道可焊性防锈漆,安装完成后再按设计图纸要求涂刷防锈底漆和面漆。
6 试验方法
6.1 性能试验
6.1.1 焊接空心球的极限承载力试验
6.1.1.1 焊接空心球承载能力试验,一般采用单向拉、压试验。单向拉力试验试件简图应符合图4要求,单向压力试验试件简图应符合图5要求。
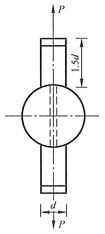
d——钢管直径;P——试验施加的作用力。
图4 单向拉力试验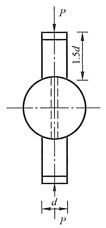
d——钢管直径;P——试验施加的作用力。
图5 单向压力试验
6.1.1.2 试验时焊接空心球应随机抽样,试验所用的钢管规格应按本标准表3和表4相应选用,适当增加钢管壁厚。在加肋钢球上钢管应焊在加肋方向,焊缝应全熔透。试验结果应符合表3和表4规定的数值。
6.1.2 压弯焊接空心球的试验
6.1.2.1 承受轴力与弯矩共同作用的焊接空心球节点的承载力试验,可考虑轴向力与弯矩组合的荷载形式,具体可采用偏心轴向力的加载方式。试件简图应符合图6要求。

d——钢管直径;P——试验施加的作用力。
图6 偏心压力试验
6.1.2.2 压弯焊接空心球节点试验所用的钢管规格应按表3和表4相应选用,适当增加钢管壁厚。试件两端的钢管上应焊接具有足够刚度的加载梁,加载梁长度由试验偏心距决定。在加肋钢球上焊接钢管应焊在加肋方向,焊缝全熔透。试验结果应符合本标准5.1.3的要求。
6.2 材料试验
6.2.1 钢材抽样复验试验方法应符合下列规定:
6.2.1.1 钢材化学成份分析应符合GB/T 223的规定,取样方法应符合GB/T 222的规定,其结果应符合相应的钢材技术条件标准的规定。
6.2.1.2 钢材拉伸试验应符合GB/T 228的规定,取样方法应符合GB/T 2975的规定,其结果应符合相应的钢材技术条件标准的规定。
6.2.1.3 焊条、焊丝等焊接材料应按照GB 50205-2001中5.2.1的方法检查。
6.3 焊缝质量检验
6.3.1 焊缝的超声波探伤方法及探伤质量等级应符合JG/T 203的规定。
6.3.2 焊缝质量等级及缺陷分级应符合表6的要求。
表6 焊缝质量等级及缺陷分级
6.3.3 焊缝外观检测一般可采用目测,裂纹检查采用放大镜,尺寸检查采用焊缝量规。
6.4 焊接空心球几何尺寸采用游标卡尺和套模进行检测,检测结果应符合表5的要求。
6.5 杆件允许偏差采用焊缝量规、钢尺、角尺和塞尺等检验。焊接空心球壁厚减薄量,采用超声波测厚仪检验,测得的减薄量应符合本标准表5的要求。
6.6 除锈和涂层的检测,应按GB 50205-2001中14.2.1~14.3.4的要求进行。
7 检验规则
产品检验分为出厂检验和型式检验两类。
7.1 出厂检验
7.1.1 主要检验项目应符合表7的要求。
表7 主要检验项目
7.1.2 一般检验项目,本标准第5章要求中除表7中规定的项目外,其他项目均为一般检验项目。
7.1.3 抽样方法
零部件样本应从提交检验批中随机抽取,检验批可以按交货验收的同一种型号产品作为一批,但每批不应少于150件,对连续生产的同一型号产品可由制造厂的技术检验部门分批检验,但每批不应多于3500件。按每批的数量抽取5%样本,且不少于5件进行检验。
7.1.4 判定方法
检验结果当符合本标准第5章要求时,可判定为合格产品。主要检验项当有一项不合格时,则判为不合格产品。此时应加倍抽取样本进行复验,如复验合格可判该批产品为合格产品。
被判定为不合格的检验项为焊缝时,返修次数不宜超过两次。返修后的产品应重新检验是否合格。
7 检验规则
产品检验分为出厂检验和型式检验两类。
7.1 出厂检验
7.1.1 主要检验项目应符合表7的要求。
表7 主要检验项目
7.1.2 一般检验项目,本标准第5章要求中除表7中规定的项目外,其他项目均为一般检验项目。
7.1.3 抽样方法
零部件样本应从提交检验批中随机抽取,检验批可以按交货验收的同一种型号产品作为一批,但每批不应少于150件,对连续生产的同一型号产品可由制造厂的技术检验部门分批检验,但每批不应多于3500件。按每批的数量抽取5%样本,且不少于5件进行检验。
7.1.4 判定方法
检验结果当符合本标准第5章要求时,可判定为合格产品。主要检验项当有一项不合格时,则判为不合格产品。此时应加倍抽取样本进行复验,如复验合格可判该批产品为合格产品。
被判定为不合格的检验项为焊缝时,返修次数不宜超过两次。返修后的产品应重新检验是否合格。
7.2 型式检验
7.2.1 有下列情况之一时,应进行型式检验:
a) 新产品的试制定型鉴定;
b) 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c) 正常生产时,定期积累一定产量(最多35 000件)后,应周期性进行一次检验;
d) 产品停产一年后,恢复生产时;
e) 国家质量监督机构提出进行型式检验的要求时。
7.2.2 型式检验的项目为本标准第5章要求中的全部项目。
7.2.3 型式检验的样本应从批量产品中随机抽样。尚无形成批量产品时,在生产过程中随机抽样,但破坏试验的样本不应少于3件。
7.2.4 性能检验的试件所用的零、部件样本,应从批量产品中随机抽样。
8 验收
8.1 产品经本标准7.1出厂检验合格后方可进行验收。
8.2 产品出厂时,制造单位应提交下列技术文件:
a) 各种零、部件产品合格证书和试验报告;
b) 设计更改文件、质量控制资料和文件;
c) 所用钢材和其他材料的质量证明或复试报告;
d) 焊缝质量检验资料;
e) 发运零、部件的清单。
9 标志、包装、运输和贮存
9.1 在产品上或包装上应有标志,如无法在产品上或包装上做出标志时可用说明书的形式提供。
产品标志包括:
a) 产品名称、型号、商标和标记(加肋焊接空心球应标明加肋方向);
b) 产品的主要参数和质量等级标志;
c) 出厂日期,制造厂名称。
9.2 包装按运输部门规定执行,包装部分应随带清单及有关文件。
9.3 运输过程和装卸过程要防止构件变形、损伤和淋雨。
9.4 产品应按不同规格、不同型式和不同类型分别按编号顺序存放,存放场地要防止潮湿及侵蚀介质的侵害。
免责申明:本站所有资源均通过网络等公开合法渠道获取,该资料仅作为阅读交流使用,并无任何商业目的,其版权归作者或出版方所有,本站不对所涉及的版权问题负任何法律责任和任何赔偿,在本站咨询或购买后默认同意此免责申明;
法律责任:如版权方、出版方认为本站侵权,请立即通知本站删除,物品所标示的价格,是对本站搜集、整理、加工该资料以及本站所运营的费用支付的适当补偿,资料索取者(顾客)需尊重版权方的知识产权,切勿用于商业用途,信息;

『JG TXXXXX-XXXX』PK混凝小型空心砌块(征求意见稿)
中华人民共和国建筑工业行业标准PK混凝小型空心砌块PKconcretesmall-sizedhollowblockJG/TXXXXX-XXXX(征求意见稿)发布部门:中华人民共和国住房和城乡建设部发布日...
2025-05-17
『CECS254:2012』实心与空心钢管混凝土结构技术规程
中国工程建设协会标准实心与空心钢管混凝土结构技术规程Technicalspecificationforsolidandhollowconcrete-filledsteeltubularstructureCECS254:2012主编单位:哈尔...
2025-05-15
『GB T15229-2011』轻集料混凝土小型空心砌块
中华人民共和国国家标准轻集料混凝土小型空心砌块LightweightaggregateconcretesmallhollowblockGB/T15229-2011发布部门:中华人民共和国国家质量监督检验检疫总局...
2025-05-10
『GB T28413-2012』锅炉和热交换器用焊接钢管
中华人民共和国国家标准锅炉和热交换器用焊接钢管WeldedcarbonsteeltubesforboilersandheatexchangersGB/T28413-2012发布日期:2012年06月29日实施日期:2013年03月0...
2025-05-06
『JGJ T14-2011』混凝土小型空心砌块建筑技术规程
中华人民共和国行业标准混凝土小型空心砌块建筑技术规程Technicalspecificationforconcretesmall-sizedhollowblockmasonrybuildingsJGJ/T14-2011批准部门:中华人民...
2025-05-05
『CB Z801-2007』熔嘴电渣焊焊接工艺
...
2025-05-05
宜宾市住建局行政执法检查事项目录公示
2福州市象山隧道拓宽改造工程改革创新新举措
3湖北住建厅关于2025年第五十一批二级建造师注册人员名单的公告
4恩施州自然资源和城乡建设局关于红页15HF井试采配套地面工程0.1560公顷临时用地的批复
5晋城市住建局 关于印发《物业服务等级核查的指导意见》 《晋城市住宅物业服务等级考核评定方案》 《晋城市住宅专项维修资金管理实施细则》 《住宅物业承接查验规范性指导意见》的通知
6四川住建厅关于2025年第二十七批二级注册建筑师、二级注册结构工程师初始注册审查意见的公示
7省住建厅来潍坊市开展城市工作调研
8济宁市住建局党组理论学习中心组举行集体学习研讨