欢迎来到CC规范网,争做您的第一个学习站!
欢迎来到CC规范网,争做您的第一个学习站!
中华人民共和国建筑工业行业标准
建筑幕墙用瓷板
Porcelain piate for building curtain walls
JG/T 217-2007
发布部门:中华人民共和国建设部
发布日期:2007年08月21日
实施日期:2007年12月01日
前 言
本标准附录A、附录B为规范性附录。
本标准由建设部标准定额研究所提出。
本标准由建设部建筑制品与构配件产品标准化技术委员会归口。
本标准起草单位:佛山市高明区加泰科技实业有限公司、上海斯米克建筑陶瓷股份有限公司、广东东鹏陶瓷股份有限公司、广东蒙娜丽莎陶瓷有限公司、佛山石湾鹰牌陶瓷有限公司、佛山市高明区季华铝建有限公司、山东天虹弧板有限公司。
本标准主要起草人:韩广建、叶伟华、张旗康、夏著威、朱宗武、钟保民、麦卓荣、王立夫、曹树墚、廖学权。
本标准为首次发布。
1 范围
本标准规定了建筑幕墙用瓷板(以下简称幕墙瓷板)的产品分类和标记、要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于建筑幕墙使用的瓷板。
本标准不适用于以建筑物墙体为基面、直接粘贴的装饰瓷板。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 191 包装储运图示标志(GB 191-2000 eqv ISO 780:1997)
GB/T 3810.2-2006 陶瓷砖试验方法 第2部分:尺寸和表面质量的检验
GB/T 3810.3-2006 陶瓷砖试验方法 第3部分:吸水率、显气孔率、表观相对密度和容重的测定
GB/T 3810.6-2006 陶瓷砖试验方法 第6部分:无釉砖耐磨深度的测定
GB/T 3810.7-2006 陶瓷砖试验方法 第7部分:有釉砖表面耐磨性的测定
GB/T 3810.9-2006 陶瓷砖试验方法 第9部分:抗热震性的测定
GB/T 3810.11-2006 陶瓷砖试验方法 第11部分:有釉砖抗釉裂性的测定
GB/T 3810.12-2006 陶瓷砖试验方法 第12部分:抗冻性的测定
GB/T 3810.13-2006 陶瓷砖试验方法 第13部分:耐化学腐蚀的测定
GB/T 4100.1-1999 干压陶瓷砖 第1部分:瓷质砖(吸水率E≤0.5%)(neq ISO 13006(BIa):1998)
GB/T 5574 工业用橡胶板
GB 6566 建筑材料放射性核素限量
GB/T 9195 陶瓷砖和卫生陶瓷分类及术语
GB/T 13891-1992 建筑饰面材料镜向光泽度测定方法
JC/T 883-2001 石材用建筑密封胶
3 术语和定义
GB/T 9195确定的以及下列术语和定义适用于本标准。
3.1
幕墙瓷板 porcelain plate for building curtain walls
建筑幕墙上使用的,吸水率平均值ε不大于0.5%的干压瓷质板。
3.2
正面 front surface
安装在建筑幕墙上瓷板的装饰面。
4 分类和标记
4.1 分类与代号
4.1.1 按瓷板形状来划分,可分为:
a) 普形板(正面为平面且形状为矩形的幕墙瓷板),代号为PX;
b) 圆弧板(正面为圆柱面的幕墙瓷板),代号为YH;
c) 异形板(普形板和圆弧板以外的其他形状的幕墙瓷板),代号为YX。
4.1.2 按瓷板正面加工状态来划分,可分为:
a) 毛面板(瓷板正面呈凹凸纹样的幕墙瓷板),代号为MM;
b) 釉面板(瓷板正面全部施釉或部分施釉的幕墙瓷板)代号为YM;
c) 抛光板(瓷板正面经过机械研磨、抛光,表面呈镜面光泽的幕墙瓷板),代号为PG;
d) 亚光板(瓷板正面经加工或未经加工,表面细腻,无镜面光泽的幕墙瓷板),代号为YG。
4.2 标记
4.2.1 标记内容(信息)
产品标记应包括以下内容(信息):产品名称(幕墙瓷板,代号为CB)、色调编号、正面加工状态分类代号、形状分类代号、规格尺寸(宽度×长度×厚度)。
注:幕墙瓷板的色调编号由瓷板生产厂家自行编制。
4.2.2 标记示例
自编色调号为4522、正面加工状态为毛面、形状为普型板、规格尺寸(宽度×长度×厚度)为598mm×1198mm×13.5mm的幕墙瓷板,标记内容如下:
幕墙瓷板 CB 4522 MMPX 598×1198×13.5
5 要求
5.1 厚度、单片面积
幕墙瓷板的实测厚度不应小于12mm(不包括背纹),单片面积不宜大于1.5m2。
5.2 表面质量
幕墙瓷板的表面质量应符合表1的规定,综合合格率不应小于95%。
表1 幕墙瓷板表面质量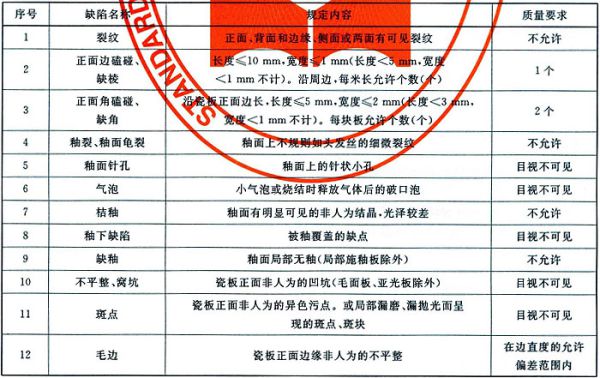
5.3 尺寸及偏差
5.3.1 普形板的尺寸允许偏差应符合表2的规定。常用的规格尺寸参见附录C。
表2 普形板尺寸允许偏差
| 项目 | 允许相对偏差/% | 允许偏差/mm |
| 长度、宽度 | ±0.5 | ±1.5 |
| 厚度 | -0.3,+1.5 | |
| 注:毛面板的厚度偏差,由双方协商确定。 | ||
5.3.2 圆弧板尺寸允许偏差应符合表3的规定。圆弧板各部位名称及尺寸标注如图1所示。
表3 圆弧板尺寸允许偏差 单位为毫米
| 项目 | 允许偏差 |
| 弦长 | ±2.0 |
| 高度 | ±2.0 |
| 拱高(与设计值比较) | 弦长≤1000,±2.5;弦长>1000,±3.0 |
| 厚度 | ±1.0 |
| 注:毛面板的尺寸偏差由双方协商确定。 | |
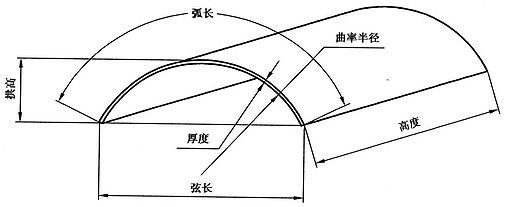
图1 圆弧板各部位名称及尺寸标注
5.4 边直度
普形板的边直度用百分比表示。普形板边直度允许相对偏差:不应大于0.5%,允许偏差:不应大于1.2mm。
5.5 对角线差
普形板的对角线差不应大于2.0mm。
5.6 表面平整度
普形板表面平整度应符合表4的规定。
表4 普型板表面平整度允许偏差
| 项目 | 瓷板类别 | 允许相对偏差/% | 允许偏差/mm |
| 允许偏差 | 毛面板 | ≤0.5 | ≤2.0 |
| 釉面板 | ≤0.3 | ≤1.5 | |
| 抛光板 | ≤0.3 | ≤1.5 | |
| 亚光板 | ≤0.3 | ≤1.5 | |
| 注:有凸纹浮雕的毛面板,不进行表面平整度检验。有要求并可能时,可在背面检验。 | |||
5.7 直边弯曲度
普形板和圆弧板的直边弯曲度应符合以下规定:拱形时不应超过0.5%,波形时不应超过0.3%。
5.8 吻合度
弧长不大于1/3圆周的圆弧板的吻合度偏差应符合表5的规定。弧长大于1/3圆周的圆弧板的吻合度由供需双方协商确定。
表5 圆弧板吻合度偏差 单位为毫米
| 弧长 | 吻合度允许偏差 | |
| 弧长≤1000 | 瓷板厚度≤15 | ≤3.0 |
| 瓷板厚度>15 | ≤4.0 | |
| 弧长>1000 | 瓷板厚度≤15 | ≤5.0 |
| 瓷板厚度>15 | ≤6.0 | |
| 注:有凸纹浮雕的毛面圆弧幕墙瓷板,不进行吻合度检验。有要求时并可能时,可在其背面检验。 | ||
5.9 弧面弯曲偏差
圆弧板弧面弯曲偏差应符合表6的规定。
表6 圆弧板弧面弯曲偏差 单位为毫米
| 高度 | 弧面允许偏差 |
| 高度≤900 | ≤3.0 |
| 900<高度≤1200 | ≤5.0 |
| 高度>1200 | ≤6.0 |
| 注:有凸纹浮雕的毛面圆弧幕墙瓷板,不进行弧面弯曲偏差检验。有要求时并可能时,可在其背面检验。 | |
5.10 扭曲
曲率半径大于400mm的圆弧板的扭曲应符合表7的规定。曲率半径不大于400mm的圆弧板的扭曲由供需双方协商确定。
表7 圆弧板允许扭曲值 单位为毫米
| 高度 | 要求 | |
| 弧长≤1000 | 弧长>1000 | |
| 高度≤900 | ≤3.0 | ≤4.0 |
| 900<高度≤1200 | ≤4.0 | ≤5.0 |
| 高度>1200 | ≤5.0 | ≤6.0 |
5.11 物理性能
幕墙瓷板的物理性能应符合表8的规定。
表8 幕墙瓷板物理性能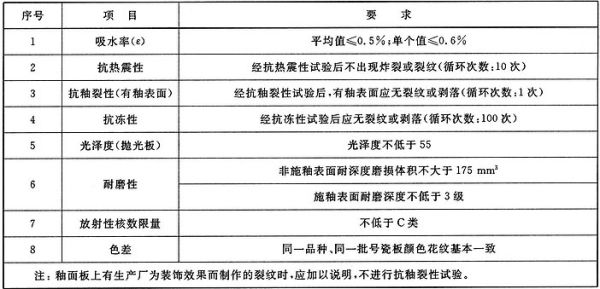
5.12 力学性能
幕墙瓷板力学性能应符合表9的规定。
表9 幕墙瓷板力学性能
| 项目 | 要求 |
| 弯曲强度/(N/mm2) | 平均值(R)≥30.0;最小值(Rmin)≥27.0 |
| 剪切强度/(N/mm2) | 平均值(τ)≥15.0;最小值(τmin)≥13.5 |
| 注 1:圆弧板力学性能检查,在用于弯制圆弧板的普型板上进行; 注 2:小于弯曲强度和剪切强度平均值的试样数量均不应超过2个。 | |
5.13 化学性能
幕墙瓷板化学性能应符合表10的规定。
表10 幕墙瓷板化学性能
| 项目 | 要求 | |||
| 耐化学 腐蚀性 | 施釉表面 | 采用GB/T 3810.13-2006第8章所列试验溶液,不低于GLB(V)级 | ||
| 非施釉面 | 采用GB/T 3810.13-2006第7章所列试验溶液,不低于ULB级 | |||
| 耐污染性 | 污染物采用符合JC/T 883-2001 规定的硅酮类建筑密封胶 | 污染深度 | ≤1mm | |
| 污染宽度 | ||||
6 试验方法
6.1 表面质量
表面质量检验按GB/T 3810.2-2006的规定进行。
6.2 尺寸偏差
6.2.1 普形板尺寸偏差检验按GB/T 3810.2-2006的规定进行。
6.2.2 圆弧板弦长和高度偏差检验:采用分度值为1mm的钢卷尺分别在圆弧板的两端和中心进行测量。测量位置如图2所示,取最大偏差值。
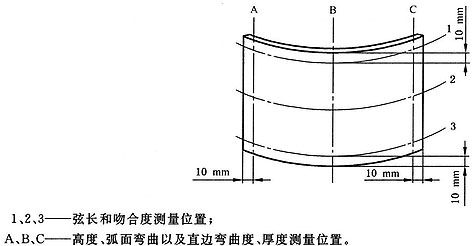
图2 圆弧板弦长、高度、吻合度、弧面弯曲偏差测量位置图
6.2.3 拱高偏差检验:将圆弧板竖直放置在平面上,用分度值为1mm的钢直尺测量圆弧板两端的最大拱高与设计值比较,取最大偏差值。
6.2.4 圆弧板厚度检验:采用测量精度不低于0.1mm的量具,在图2两端高度和吻合度测量线6个交点处进行测量,测量结果取平均值,修约到小数点后一位。
6.3 边直度
普形板的边直度检验按GB/T 3810.2-2006的规定检验。
6.4 对角线差
普形板的对角线差采用分度值为1mm钢卷尺进行测量。
6.5 表面平整度
普形板的表面平整度检验,按照以下方法进行:将瓷板竖直放置在平面上,然后用靠尺贴紧瓷板两条中心线和对角线所在表面,用塞尺测量尺面与瓷板表面的间隙,取最大偏差值。
6.6 直边弯曲度
当在背面进行测量时,钢直尺的侧边应贴紧背纹。普形板和圆弧板的直边弯曲度按照以下检验:
a) 拱形:用钢直尺的侧边紧贴瓷板直边的正面,用塞尺测量钢直尺直线边与瓷板正面之间的最大间隙,并以最大弧高与弦长之比的百分比来表示,如图3a)所示。
b) 波形:进行局部波形测量时,用长度适当的钢直尺的侧边紧贴瓷板直边的正面,用塞尺测量直线边与波峰或波谷之间的最大间隙,并以波峰(或波谷)与直线边之间的最大间隙值除以300mm的百分比来表示,如图3b)所示。
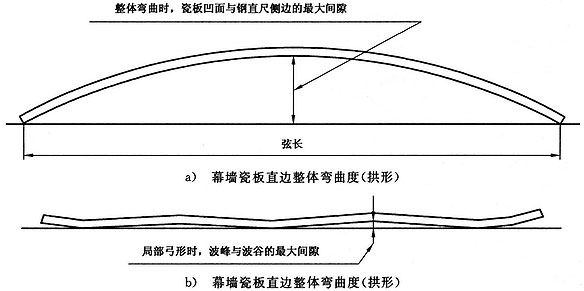
图3 测量示意图
6.7 吻合度
圆弧板的吻合度以合同规定的模板或理论形状的曲线为基准,分别在上下两端和中心用分度值为1mm的钢直尺测量模板或理论形状的曲线与瓷板之间的偏差,取最大值。测量位置如图2所示。
6.8 弧面弯曲偏差
圆弧板的弧面弯曲偏差采用靠尺和塞尺测量。将靠尺沿圆弧板母线方向贴放在被检弧面上,用塞尺测量尺面与板面的间隙,测量值精确到0.1mm,以最大间隙的测量值表示弧面弯曲偏差。测量位置如图2所示。
6.9 扭曲
采用具有足够刚度的检测支撑装置和分度值为1mm的钢直尺测量。把圆弧板放在支撑装置上,支撑装置的仰角为5°~7°,瓷板下角与支撑装置两表面的交线相接触,其他角靠近支撑装置竖平面,然后用钢直尺测量瓷板悬空角顶点与支撑装置竖平面的最大距离,该测量值即为扭曲值。测量扭曲用支撑装置和测量方法如图4所示。
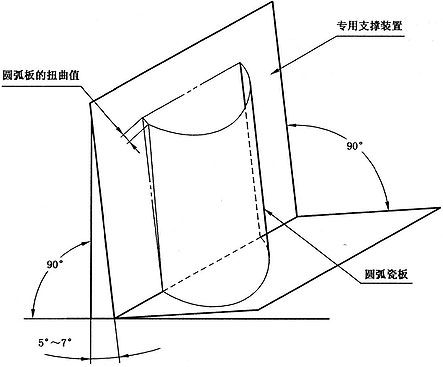
图4 圆弧板扭曲检验装置和测量示意图
6.10 物理性能
6.10.1 吸水率按GB/T 3810.3-2006的规定检验。当有需要时,以真空法为准。
6.10.2 抗热震性按GB/T 3810.9-2006的规定检验。
6.10.3 有釉表面抗釉裂性按GB/T 3810.11-2006的规定检验。
6.10.4 抗冻性按GB/T 3810.12-2006的规定检验。
6.10.5 抛光瓷板光泽度按GB/T 13891-1992的规定检验。
6.10.6 耐磨性检验应符合以下规定:
a) 无釉表面的耐磨性按GB/T 3810.6-2006的规定检验。
b) 有釉表面的耐磨性按GB/T 3810.7-2006的规定检验。
6.10.7 放射性核数限量按GB 6566的规定检验。
6.10.8 色差检验应符合按以下规定进行:
在自然光条件下,将瓷板竖直放置在3m远处,从正面目测观察。
6.11 力学性能
6.11.1 弯曲强度应按附录A的规定检验。
6.11.2 剪切强度应按附录B的规定检验。
6.12 化学性能
6.12.1 耐化学腐蚀性按GB/T 3810.13-2006的规定检验。
6.12.2 耐污染性按JC/T 883-2001附录A的规定检验。试验用基材尺寸h×25mm×75mm(h:瓷板厚度,mm),共需24块基材,制成12个试件,污染物应采用符合现行行业标准JC/T 883-2001规定的硅酮类建筑密封胶;进行工程检验时,污染物应与实际使用的建筑密封胶一致。
7 检验规则
7.1 出厂检验
7.1.1 普形板和圆弧板
普形板和圆弧板出厂检验项目和抽样数量应符合表11的规定。需要增加其他检验项目,由供需双方协商确定。
表11 普形板和圆弧板出厂检验项目和抽样数量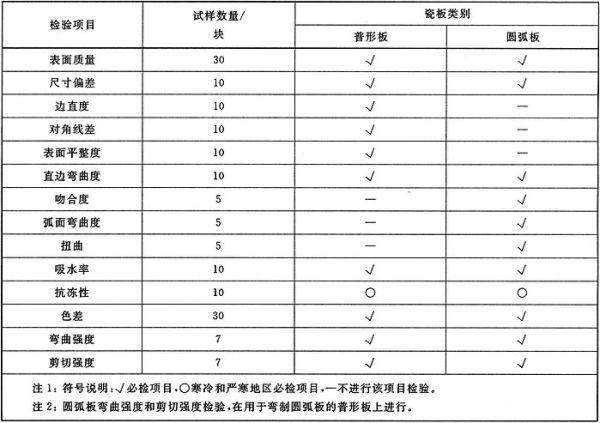
7.1.2 异形板
异形板出厂检验项目,由供需双方根据本标准规定项目协商确定。
7.2 型式检验
7.2.1 型式检验应由具有相应资质的质量监督检验机构进行。
7.2.2 当遇到下列情况之一时,应进行型式检验:
a) 新产品或老产品转厂生产的试制定型鉴定;
b) 正式生产后,瓷板用原材料(产地、配比)或生产工艺有较大改变,可能影响产品性能时;
c) 产品停产半年以上,恢复生产时;
d) 出厂检验结果与上次型式检验有较大差异时;
e) 国家质量监督检验机构提出进行型式检验要求时。
7.2.3 在正常生产条件下,对于普形板,每年应至少进行一次型式检验。型式检验项目和抽样数量应符合表12的规定。
表12 普形板型式检验项目和抽样数量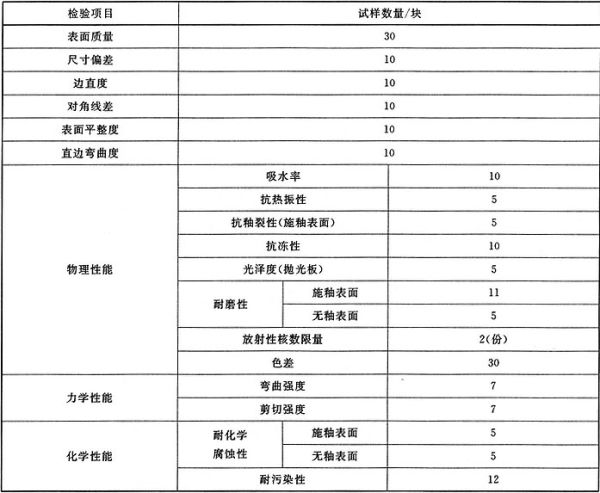
7.3 组批规则与抽样方案
7.3.1 出厂检验
出厂检验应以同类产品、同一规格尺寸、同一色号、同一生产批次(连续生产)的幕墙瓷板组成一个检验批。检验样品应随机抽取,数量应符合表11的规定。
7.3.2 型式检验
型式检验应以同一正面加工状态、同一生产批次、生产批量不小于5000m2的幕墙瓷板组成一个型式检验批。检验样品应从同一检验批中随机抽取。样品的规格尺寸、色号应当一致,数量应符合12的规定。
7.4 重复试验和判定规则
7.4.1 出厂检验
出厂检验结果应满足本标准的有关规定。如果其中有一项不符合要求,则应加倍取样进行该项目重复试验。重复试验的结果符合以下规定,则判定该批瓷板合格:
a) 表面质量:两次检验结果的综合合格率不小于95%;
b) 尺寸偏差:复验结果全部合格;
c) 边直度:复验结果全部合格;
d) 对角线差:复验结果全部合格;
e) 表面平整度:复验结果全部合格;
f) 直边弯曲度:两次检验结果,不合格试样总数量不大于1个;
g) 吻合度:两次检验结果,不合格试样总数量不大于1个;
h) 扭曲:两次检验结果,不合格试样总数量不大于1个;
i) 吸水率:两次检验结果的综合吸水率平均值合格,单个试样的吸水率大于0.5%但不大于0.6%的试样数量不大于2个,该批瓷板合格;
j) 抗冻性:复验结果全部合格;
k) 色差:两次检验结果的综合合格率不小于95%;
l) 弯曲强度:复验结果,平均值和最小值合格,但小于平均值(30N/mm2)的试样数量不大于3个;
m) 剪切强度:复验结果,平均值和最小值合格,但小于平均值(15N/mm2)的试样数量不大于3个。
7.4.2 型式检验
型式检验结果应满足本标准的有关规定。如果其中有一项不符合要求,则应加倍取样进行该项目重复试验。属于本标准规定的出厂检验项目,按照7.4.1的有关规定判定;其他项目,符合以下规定,则判定该批瓷板合格:
a) 抗热振性:两次检验结果,不合格试样总数量不大于1个;
b) 抗釉裂性:两次检验结果,不合格试样总数量不大于1个;
c) 光泽度:两次检验结果,不合格试样总数量不大于1个;
d) 耐磨性:两次检验结果,不合格试样数总量不大于2个;
e) 放射性核数限量:首次检验必须合格,不允许进行重复检验;
f) 耐化学腐蚀性:两次检验结果,不合格试样总数量不大于1个;
g) 耐污染性:两次检验结果,不合格试样总数量不大于1个。
8 标志、包装、运输、贮存
8.1 标志
8.1.1 幕墙瓷板背面应有清晰的商标或瓷板生产厂名。
8.1.2 包装标志应符合现行国家标准GB/T 191的有关规定。应包括产品名称、厂名、厂址、商标、规格、数量、生产日期、批号、色号、本标准编号,且应标明“朝上、轻搬正放、防雨、防潮、小心破碎”等字样。
8.1.3 对安装顺序、安装方向有要求的幕墙瓷板,应在每块瓷板的侧面或背面应标明安装顺序号或安装方向。
8.2 包装
8.2.1 幕墙瓷板应用纸箱和/或泡沫塑料包装,特殊要求的包装可由供需双方协商确定。
8.2.2 包装箱应牢固,并符合国家有关标准的规定,并满足在正常条件下安全装卸、运输的要求。
8.2.3 包装箱内应有合格证、使用说明书以及其他合同规定的质量证明文件和资料。
8.3 运输
产品运输规则、运输条件等应符合国家有关规定。运输过程中应防止碰撞、滚摔,并应有防雨措施。搬运时应轻拿轻放,严禁摔扔,防止产品破损。
8.4 贮存
8.4.1 幕墙瓷板宜贮存在干燥、通风的室内,并按品种、规格、批号、色号分别整齐堆放。在室外堆放时应有防雨设施。
8.4.2 产品应立放,并根据产品类别和规格确定堆码高度,防止压坏包装箱或产品。
附 录 A
(规范性附录)
幕墙瓷板弯曲强度试验方法
A.1 设备及量具
A.1.1 烘箱
能在110℃±5℃下工作的烘箱。能取得相同结果的微波、红外线或其他干燥系统都可用。
A.1.2 加载设备
能够连续平稳地加载(拉力和压力),加载速度可调的加载设备。试样破坏负荷应在设备示值的20%~90%范围内。
A.1.3 橡胶板
质量符合GB/T 5574的规定,硬度为50 IRHD±5 IRHD,厚度t=5mm±1mm的橡胶板。
A.1.4 量具
分辨率为0.02mm的游标卡尺。
A.1.5 金属棒
A.1.5.1 支撑棒:直径d=20mm的两根圆柱形金属棒,与试样接触部分用质量符合GB/T 5574-1994规定,硬度为50 IRHD±5 IRHD,厚度t=5mm±1mm的橡胶板包裹。一根棒能稍微摆动,另一根棒能绕其轴稍作旋转。
A.1.5.2 中心棒:用来传递试验荷载的、直径d=20mm的一根圆柱形金属棒,与试样接触部分用质量符合GB/T 5574规定,硬度为50 IRHD±5 IRHD,厚度t=5mm±1mm的橡胶板包裹,此棒也可稍作摆动。
A.2 试样
A.2.1 试样数量
进行弯曲强度试验的试样,每组7个,其中2个试样备用。
A.2.2 试样规格
试样长度:L=300mm,试样宽度:K=300mm,厚度保持瓷板厚度;对于非矩形瓷板,应切割成可能最大尺寸的矩形试样。长度和宽度尺寸允许偏差:±1.0mm。
A.2.3 试样表面质量
试样的正面、背面和侧面,不得有裂纹、边磕碰、角磕碰、缺棱和缺角,其他表面缺陷,应符合本标准5.2的规定。
A.3 试验步骤
A.3.1 将加工好的瓷板试样用清水冲洗干净,并用硬刷刷去瓷板所有表面的粉尘、颗粒。
A.3.2 将清洁好的瓷板试样放入110℃±5℃的烘箱中干燥至恒重,即间隔24h的连续两次称量的差值不大于0.1%。然后将试样放置在密闭的烘箱或干燥器中冷却至室温。采用干燥器时冷却时,干燥器中宜放入硅胶或其他合适的干燥剂,严禁使用酸性干燥剂。
A.3.3 按照图A.1将试样放置于支撑棒上,使瓷板正面向上。对于矩形瓷板,应以其长边垂直于支撑棒放置;正面有凸纹浮雕的瓷板,应在与中心棒接触位置垫上一层符合A.1.3规定的橡胶板。
A.3.4 以0.5mm/min的速率对试样均匀地增加荷载,直到试样断裂,记录试样断裂时的荷载值P,精确到10N。
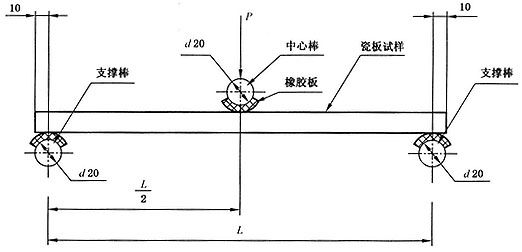
图A.1
A.4 结果表示
A.4.1 试验数据
试验数据应符合以下规定:
a) 计算弯曲强度平均值至少需要5个有效试验结果。只有在宽度与中心棒直径相等的中间部位断裂的试样,其断裂荷载值,才能用来计算弯曲强度平均值;
b) 有效结果少于5个,应取加倍数量的瓷板进行第二组试验,此时至少需要10个有效结果来计算弯曲强度平均值。第二组试验不算作重复试验。
A.4.2 结果表示
弯曲强度应符合以下规定:
a) 单个试样的弯曲强度按式(A.1)计算,数值修约到0.1N/mm2:

式中:
R——试样的弯曲强度,单位为牛每平方毫米(N/mm2);
P——试样的有效断裂荷载值,单位为牛(N);
L——支撑棒之间的距离,单位为毫米(mm);
K——试样的宽度,单位为毫米(mm);
h——试验后,沿试样断裂边测得的试样断裂面的最小厚度,单位为毫米(mm)。
b) 检验批的弯曲强度以每组试样弯曲强度的算术平均值(R)和单块试样的最小值(Rmin)表示,数值修约到0.1N/mm2。
A.5 重复试验和判定规则
A.5.1 重复试验
当试验结果不符合本标准5.12的规定时,应按照本标准的有关规定,抽取双倍数量的试样进行重复试验。
A.5.2 判定规则
重复试验的结果,平均值和最小值均合格,但小于弯曲强度平均值(30N/mm2)的试样数量超过3个时,则该批幕墙瓷板的弯曲强度不合格。
A.6 试验报告
试验报告至少应包括以下信息:
a) 试验委托单位及检测类别(出厂检验、型式检验);
b) 试验条件(依据的标准、试验装置及仪器设备);
c) 瓷板名称、种类、生产厂家、规格尺寸、色号,瓷板正面加工状态及其他信息;
d) 试样名称、尺寸、数量;
e) 每个试样的弯曲强度实测值;
f) 每组试样的弯曲强度平均值、最小值;
g) 检验结论(合格或不合格);
h) 检测人员及日期。
附 录 B
(规范性附录)
幕墙瓷板剪切强度试验方法
B.1 设备及量具
B.1.1 能在110℃±5℃下工作的烘箱。能取得相同结果的微波、红外线或其他干燥系统都可用。
B.1.2 加载设备:设备应能连续平稳地加载(拉力和压力),加载速度可调,试样破坏负荷应在设备示值的20%~90%范围内。
B.1.3 橡胶板:质量应符合GB/T 5574-1994的规定,硬度为50 IRHD±5 IRHD,厚度t=5mm±1mm。
B.1.4 专用支架:采用碳素工具钢或合金钢制成,具有相当的强度和硬度,当试验加载到最大负荷时其变形不应大于1mm。
B.1.5 游标卡尺:分辨率为0.02mm。
B.2 试样
B.2.1 试样数量
进行剪切强度试验的试样,每组7个,其中2个试样备用。
B.2.2 试样规格
试样长度:L=250mm,试样宽度:K=50mm;其中,一条短边应保留瓷板原始状态。长度和宽度尺寸允许偏差:±1.0mm。试样两个受力面应平整且平行,毛面板以及瓷板背面的背纹与专用支架接触部位应打磨平整,正面与侧面的夹角应为90°±0.5°;与支架接触部位打磨处的厚度(h)允许偏差±0.2mm。
注:当矩形瓷板或异形板的边长小于250mm时,应将瓷板切割成宽度为K(mm),长度可能最大的矩形试样。
B.2.3 试样表面质量
试样的正面、背面和侧面,不得有裂纹、边磕碰、角磕碰、缺棱和缺角,其他表面缺陷,应符合本标准5.2的规定。
B.3 试验步骤
B.3.1 将加工好的瓷板试样用清水冲洗干净,并用硬刷刷去瓷板所有表面的粉尘、颗粒。
B.3.2 将清洁好的瓷板试样放入110℃±5℃的烘箱中干燥至恒重,即间隔24h的连续两次称量的差值不大于0.1%。然后将试样放置在密闭的烘箱或干燥器中冷却至室温。采用干燥器时冷却时,干燥器中宜放入硅胶或其他合适的干燥剂,严禁使用酸性干燥剂。
B.3.3 在试样的一个侧面上,用细铅笔画出两条与受力面垂直的平行线,线间距离180mm,每条线与端面距离35mm±1mm(见图B.1)。
B.3.4 用游标卡尺测量试件画铅笔线位置处的厚度和宽度,读数精确到0.1mm。厚度测量应在试样画铅笔线的两端和中心进行。以其平均值表示每块试样的厚度(h)和宽度(K)。
B.3.5 试样安装
试样安装应符合下属要求:
a) 将专用支架安装在试验机平台上;
b) 按照图B.1将试样的正面向下,放置在下支架的中央,调节试样使两个下支架的内侧边缘线与铅笔线的距离为1mm~2mm,并将试样固定;
c) 按照图B.1将上支架放置于试样上面,调节位置使上支架的外侧边缘线与左右铅笔线对齐。
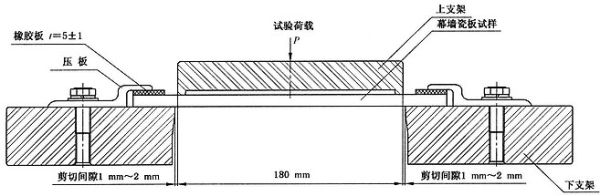
图B.1
B.3.6 以0.5mm/min的速率对试样施加荷载至试样破坏,记录试样破坏荷载值P,精确到10N。
B.4 结果表示
B.4.1 试验数据
试验数据应符合以下规定:
1 当试样未从剪切面断开,表示剪切间隙过大,数据作废。应当调整剪切间隙,重新进行试验;
2 计算剪切强度平均值,至少需要5个有效的结果。有效结果少于5个,应取加倍数量的瓷板进行第二组试验,此时至少需要10个有效结果来计算剪切强度平均值。第二组试验不算作重复试验。
B.4.2 结果表示
剪切强度应符合以下规定:
a) 单个试样的剪切强度按式(B.1)计算,数值修约到0.1N/mm2:

式中:
τ——试样的剪切强度,单位为牛每平方毫米(N/mm2);
P——试样的有效破坏荷载值,单位为牛(N);
G——上支架的重量,单位为牛(N);
K——试样的宽度,单位为毫米(mm);
h——试样的厚度,单位为毫米(mm)。
b) 检验批的剪切强度值,以每组试样剪切强度的算术平均值(τ)和单块试样的最小值(τmin)表示,数值修约到0.1N/mm2。
B.5 重复试验和判定规则
B.5.1 重复试验
当试验结果不符合本标准5.12的规定时,应按照本标准的有关规定,抽取双倍数量的试样进行重复试验。
B.5.2 判定规则
重复试验的结果,平均值和最小值均合格,但小于剪切强度平均值(15N/mm2)的试样数量超过3个时,则该批幕墙瓷板的剪切强度不合格。
B.6 试验报告
试验报告至少应包括以下信息:
a) 试验委托单位及检测类别(出厂检验、型式检验);
b) 试验条件(依据的标准、试验装置及仪器设备);
c) 瓷板名称、种类、生产厂家、规格尺寸、色号,瓷板正面加工状态及其他信息;
d) 试样名称、尺寸、数量;
e) 每个试样的剪切强度实测值;
f) 每组试样的剪切强度平均值;
g) 检验结论(合格或不合格);
h) 检测人员及日期。
免责申明:本站所有资源均通过网络等公开合法渠道获取,该资料仅作为阅读交流使用,并无任何商业目的,其版权归作者或出版方所有,本站不对所涉及的版权问题负任何法律责任和任何赔偿,在本站咨询或购买后默认同意此免责申明;
法律责任:如版权方、出版方认为本站侵权,请立即通知本站删除,物品所标示的价格,是对本站搜集、整理、加工该资料以及本站所运营的费用支付的适当补偿,资料索取者(顾客)需尊重版权方的知识产权,切勿用于商业用途,信息;

『JGJ T351-2015』建筑玻璃膜应用技术规程
中华人民共和国行业标准建筑玻璃膜应用技术规程TechnicalspecificationforapplicationofbuildingglassfilmandcoatingJGJ/T351-2015批准部门:中华人民共和国住房和...
2025-05-19
建筑用真空绝热板应用技术规程 JGJ T 416-2017
中华人民共和国行业标准建筑用真空绝热板应用技术规程TechnicalspecifieationforapplicationofvacuuminsulationpanelsforbuildingsJGJ/T416-2017发布日期:2017年0...
2025-05-19
『JG T240-2009』建筑遮阳篷耐积水荷载试验方法
中华人民共和国建筑工业行业标准建筑遮阳篷耐积水荷载试验方法Externalblinds-Resistancetoloadduetowateraccumulation-TestmethodsJG/T240-2009发布部门:中华人民...
2025-05-19
『JGJ128-2010』建筑施工门式钢管脚手架安全技术规范
中华人民共和国行业标准建筑施工门式钢管脚手架安全技术规范TechnicalcodeforsafetyofframescaffoldingswithsteeltubulesinconstructionJGJ128-2010批准部门:中华...
2025-05-19
『JGJ T29-2015』建筑涂饰工程施工及验收规程
中华人民共和国行业标准建筑涂饰工程施工及验收规程SpecificationforconstructionandacceptanceofbuildingpaintingoperationJGJ/T29-2015批准部门:中华人民共和国...
2025-05-18
『JGJ231-2010』建筑施工插型盘扣式钢管支架安全技术规程
...
2025-05-18