欢迎来到CC规范网,争做您的第一个学习站!
欢迎来到CC规范网,争做您的第一个学习站!
中华人民共和国国家标准
钢筋混凝土用钢 第2部分:热轧带肋钢筋
Steel for the reinforcement of concrete-Part 2: Hot rolled ribbed bars
GB 1499.2-2024
发布部门:国家市场监督管理总局
国家标准化管理委员会
发布日期:2024年06月25日
实施日期:2024年09月25日
前言
本文件按照GB/T 1.1-2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规定起草。
本文件是GB 1499《钢筋混凝土用钢》的第2部分。GB 1499已经发布了以下部分:
——第1部分:热轧光圆钢筋;
——第2部分:热轧带肋钢筋;
——第3部分:钢筋焊接网。
本文件代替GB/T 1499.2-2018《钢筋混凝土用钢 第2部分:热轧带肋钢筋》,与GB/T 1499.2-2018相比,除结构调整和编辑性改动外,主要技术变化如下:
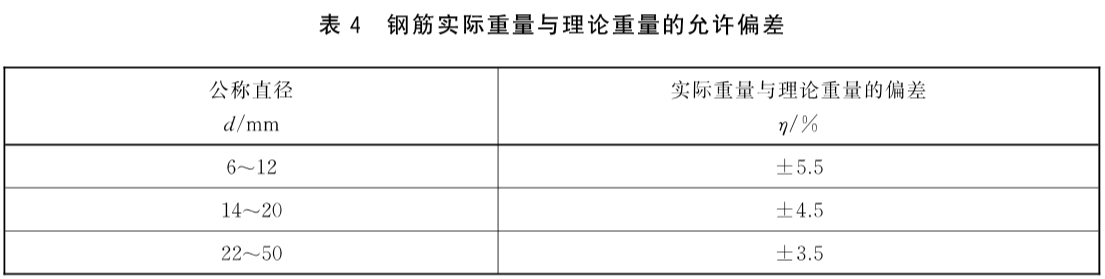
——更改了重量允许偏差(见表4,2018年版的表4);
——更改了疲劳性能的要求(见6.5,2018年版的7.6);
——增加了尺寸、表面质量检测时的取样要求(见表8);
——更改了重量偏差的测量总重量的精度(见7.4.1,2018年版的8.4.1);
——更改了混合批要求(见8.3.2,2018年版的9.3.2);
——更改了检验项目和取样数量(见8.3.3,2018年版的9.3.2);
——更改了重量偏差项目复验规定(见8.3.5,2018年版的9.3.5);
——更改了包装、标志和质量证明书的规定(见第9章,2018年版的第10章)。
请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别专利的责任。
本文件由中华人民共和国工业和信息化部提出并归口。
本文件及其所代替文件的历次版本发布情况为:
——1979年发布为GB 1499-1979,1984年第一次修订,1991年第二次修订,1998年第三次修订;
——2007年第四次修订为GB 1499.2-2007;
——2018年第五次修订为GB/T 1499.2-2018;
——本次为第六次修订。
引言
GB 1499旨在规范钢筋混凝土用钢筋的分类、订货内容、技术要求、质量检验、试验方法、检验规则等,拟由3个部分构成。
——第1部分:热轧光圆钢筋。目的在于规定钢筋混凝土用热轧光圆钢筋的技术及质量要求。
——第2部分:热轧带肋钢筋。目的在于规定钢筋混凝土用热轧带肋钢筋的技术及质量要求。
——第3部分:钢筋焊接网。目的在于规定钢筋混凝土用钢筋焊接网的技术及质量要求。
1 范围
本文件规定了钢筋混凝土用热轧带肋钢筋(以下简称钢筋)的分类、牌号、尺寸、外形、重量及允许偏差、冶炼及性能、试验方法、检验规则、包装、标志和质量证明书。
本文件适用于钢筋混凝土用普通热轧带肋钢筋和细晶粒热轧带肋钢筋。
本文件不适用于由成品钢材再次轧制成的再生钢筋及余热处理钢筋。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222 钢的成品化学成分允许偏差
GB/T 223.5 钢铁 酸溶硅和全硅含量的测定 还原型硅钼酸盐分光光度法
GB/T 223.11 钢铁及合金 铬含量的测定 可视滴定或电位滴定法
GB/T 223.12 钢铁及合金化学分析方法 碳酸钠分离-二苯碳酰二肼光度法测定铬量
GB/T 223.14 钢铁及合金化学分析方法 钽试剂萃取光度法测定钒含量
GB/T 223.17 钢铁及合金化学分析方法 二安替比林甲烷光度法测定钛量
GB/T 223.19 钢铁及合金化学分析方法 新亚铜灵-三氯甲烷萃取光度法测定铜量
GB/T 223.23 钢铁及合金 镍含量的测定 丁二酮肟分光光度法
GB/T 223.26 钢铁及合金 钼含量的测定 硫氰酸盐分光光度法
GB/T 223.37 钢铁及合金 氮含量的测定 蒸馏分离靛酚蓝分光光度法
GB/T 223.40 钢铁及合金 铌含量的测定 氯磺酚S分光光度法
GB/T 223.59 钢铁及合金 磷含量的测定 铋磷钼蓝分光光度法和锑磷钼蓝分光光度法
GB/T 223.63 钢铁及合金 锰含量的测定 高碘酸钠(钾)分光光度法
GB/T 223.84 钢铁及合金 钛含量的测定 二安替比林甲烷分光光度法
GB/T 223.85 钢铁及合金 硫含量的测定 感应炉燃烧后红外吸收法
GB/T 223.86 钢铁及合金 总碳含量的测定 感应炉燃烧后红外吸收法
GB/T 2101 型钢验收、包装、标志及质量证明书的一般规定
GB/T 2260 中华人民共和国行政区划代码
GB/T 4336 碳素钢和中低合金钢 多元素含量的测定 火花放电原子发射光谱法(常规法)
GB/T 4340.1 金属材料 维氏硬度试验 第1部分:试验方法
GB/T 6394 金属平均晶粒度测定方法
GB/T 13298 金属显微组织检验方法
GB/T 17505 钢及钢产品 交货一般技术要求
GB/T 20066 钢和铁 化学成分测定用试样的取样和制样方法
GB/T 20123 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法(常规方法)
GB/T 20124 钢铁 氮含量的测定 惰性气体熔融热导法(常规方法)
GB/T 20125 低合金钢 多元素含量的测定 电感耦合等离子体原子发射光谱法
GB/T 28900 钢筋混凝土用钢材试验方法
JGJ 18 钢筋焊接及验收规程
JGJ 107 钢筋机械连接技术规程
YB/T 081 冶金技术标准的数值修约与检测数值的判定
3 术语和定义
下列术语和定义适用于本文件。
3.1 普通热轧钢筋 hot rolled bars
按热轧状态交货的钢筋。
3.2 细晶粒热轧钢筋 hot rolled bars of fine grains
在热轧过程中,通过控轧和控冷工艺形成的细晶粒钢筋。
3.3 带肋钢筋 ribbed bars
横截面通常为圆形,且表面带肋的混凝土结构用钢材。
3.4 纵肋 longitudinal rib
平行于钢筋轴线的均匀连续肋。
3.5 横肋 transverse rib
与钢筋轴线不平行的其他肋。
3.6 月牙肋钢筋 crescent ribbed bars
横肋的纵截面呈月牙形,且与纵肋不相交的钢筋。
3.7 公称直径 nominal diameter
与钢筋的公称横截面积相等的圆的直径。
3.8 相对肋面积 specific projected rib area
横肋在与钢筋轴线垂直平面上的投影面积与钢筋公称周长和横肋间距的乘积之比。
3.9 肋高 rib height
测量从肋的最高点到芯部表面垂直于钢筋轴线的距离。
3.10 肋间距 rib spacing
平行钢筋轴线测量的两相邻横肋中心间的距离。
3.11 特征值 characteristic value
在无限多次的检验中,与某一规定概率所对应的分位值。
3.12 基圆 core
钢筋横截面上不包括横肋和纵肋的横截面。
4 分类、牌号
4.1 钢筋按屈服强度特征值分为400级、500级、600级。
4.2 钢筋牌号的构成及其含义见表1。

5 尺寸、外形、重量及允许偏差
5.1 公称直径范围
钢筋的公称直径范围为6mm~50mm。
5 尺寸、外形、重量及允许偏差
5.1 公称直径范围
钢筋的公称直径范围为6mm~50mm。
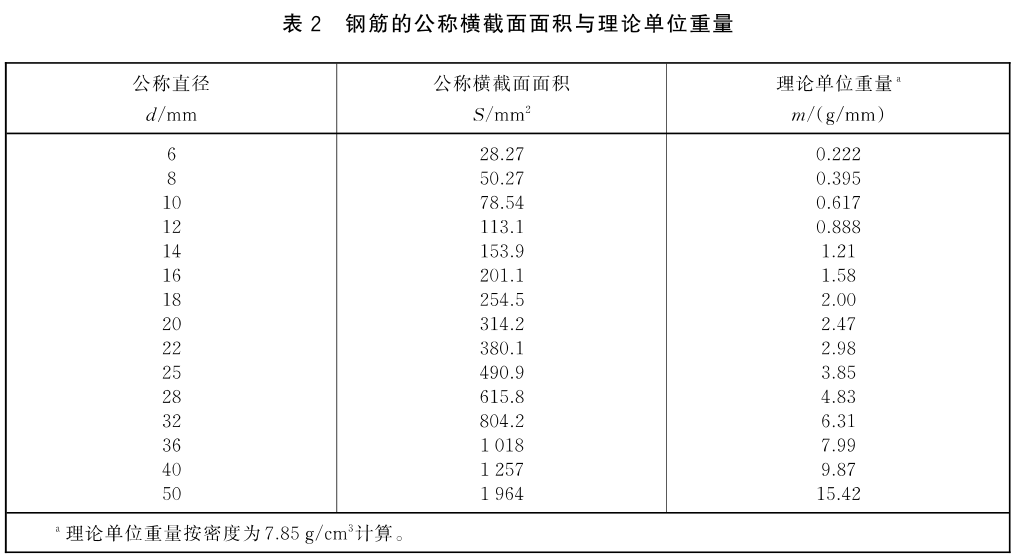
5.2 公称横截面面积与理论单位重量
钢筋的公称横截面面积与理论单位重量应符合表2的规定。
5.3 外形及尺寸允许偏差
5.3.1 钢筋横肋应符合下列规定。
a)横肋与钢筋轴线的夹角β应不小于45°,当该夹角β不大于70°时,钢筋相对两面上横肋的方向应相反。
b)横肋公称间距不应大于钢筋公称直径的70%。
c)横肋侧面与钢筋表面的夹角a不应小于45°。
d)钢筋相邻两面上横肋末端之间的间隙(包括纵肋宽度)总和应不大于钢筋公称周长的20%。
e)当钢筋公称直径不大于12mm时,相对肋面积不小于0.055;公称直径为14mm和16mm时,相对肋面积不小于0.060;公称直径大于16mm时,相对肋面积不小于0.065。钢筋相对肋面积的计算见附录A。
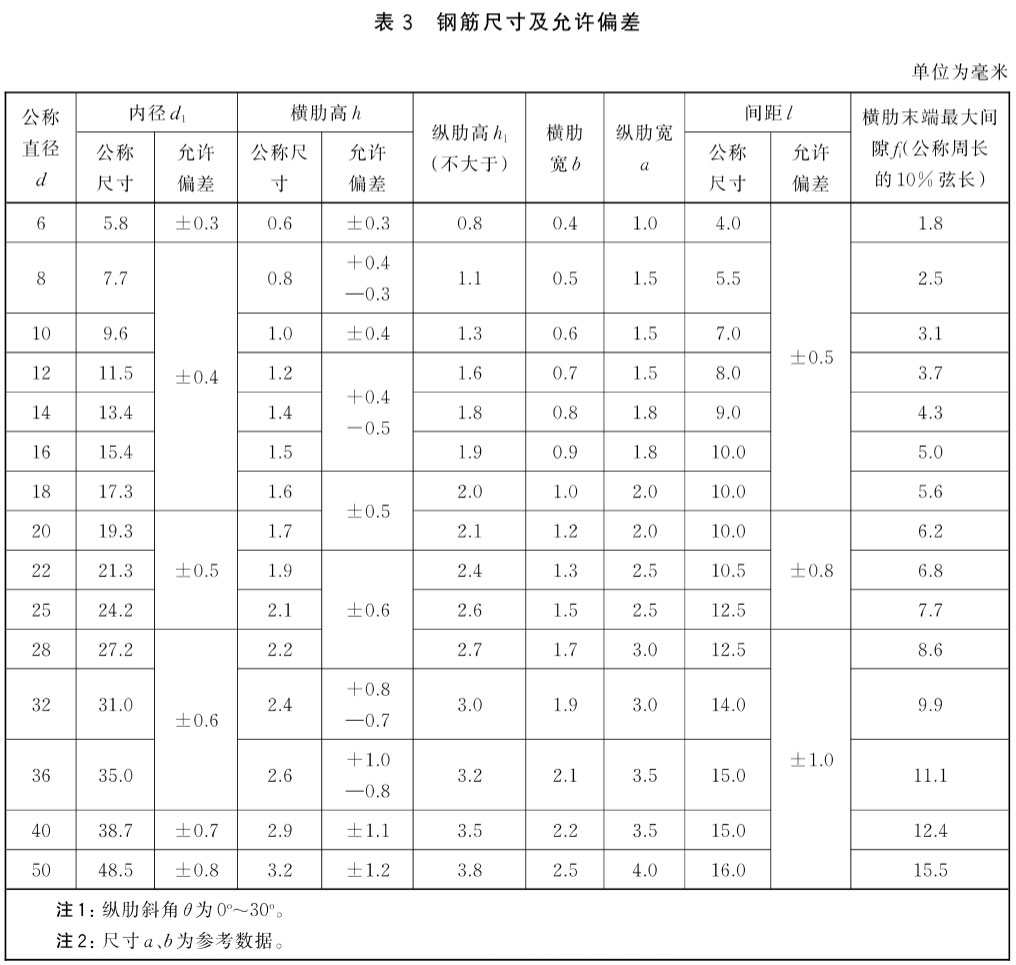
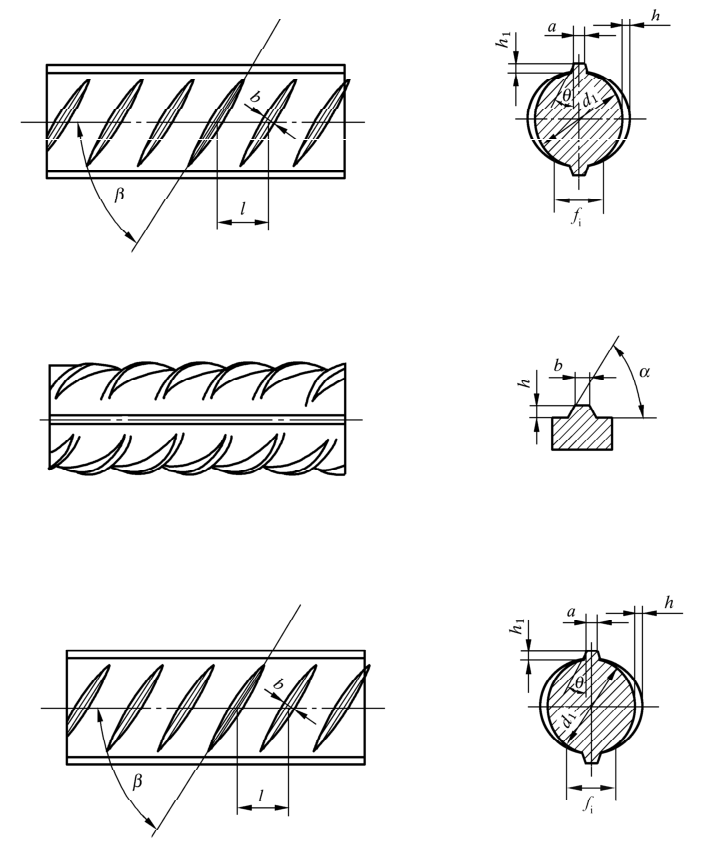
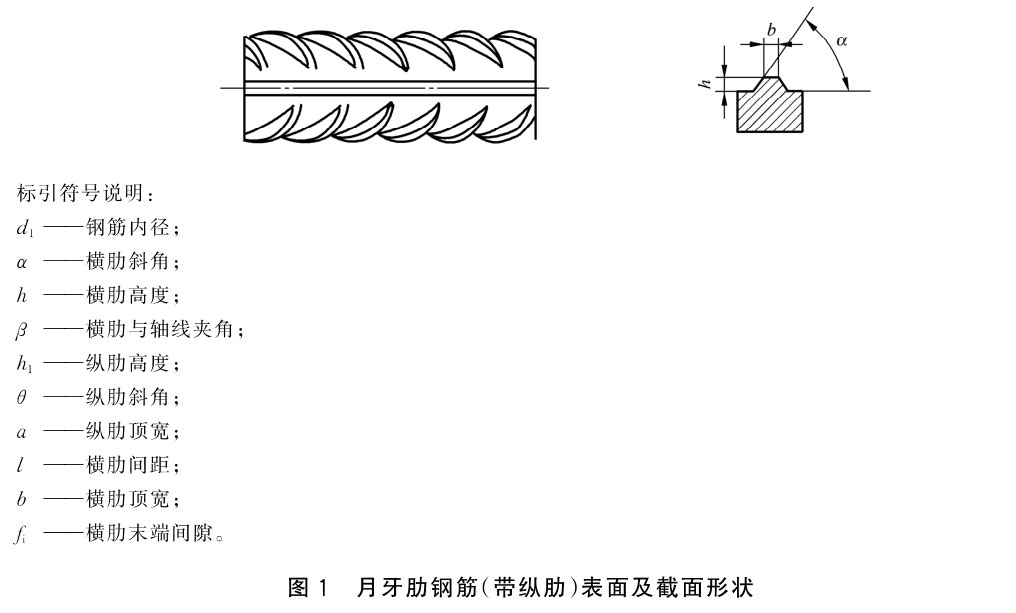
5.3.2 钢筋分为带纵肋和不带纵肋两种。带纵肋的月牙肋钢筋,其外形如图1所示,钢筋尺寸及允许偏差应符合表3的规定。不带纵肋的月牙肋钢筋,其内径尺寸准许按供需双方要求,在表3的基础上调整。
5.3.3 钢筋实际重量与理论重量的允许偏差符合表4规定时,钢筋内径偏差及纵肋高不作为交货条件。
5.4 交货型式及允许偏差
5.4.1 钢筋按直条定尺长度交货,交货长度应注明,长度允许偏差为 mm。
mm。
5.4.2 直径不大于16mm的钢筋准许以盘卷交货,交货时应切头切尾,每盘应是一条钢筋,准许每批有5%的盘数(不足两盘时准许有两盘)由两条钢筋组成。其盘重由供需双方协商确定。
5.5 弯曲度和端部
5.5.1 直条钢筋的弯曲度应不影响正常使用,每米弯曲度应不大于4mm,总弯曲度应不大于钢筋总长度的0.4%。
5.5.2 钢筋端部应剪切正直,局部变形应不影响使用。
5.6 重量及允许偏差
5.6.1 钢筋按重量交货,有实际重量、理论重量两种交货方式。钢筋的理论重量为钢筋长度乘以表2中钢筋的每米理论重量。
5.6.2 钢筋实际重量与理论重量的允许偏差应符合表4的规定。
6 冶炼及性能
6.1 冶炼方法
钢应采用转炉或电弧炉冶炼,HRB500E、HRBF500E、HRB600应进行炉外精炼。
6 冶炼及性能
6.1 冶炼方法
钢应采用转炉或电弧炉冶炼,HRB500E、HRBF500E、HRB600应进行炉外精炼。
6.2 化学成分
6.2.1 钢筋化学成分和碳当量(熔炼分析)应符合表5的规定。钢中准许加入V、Nb、Ti等元素。
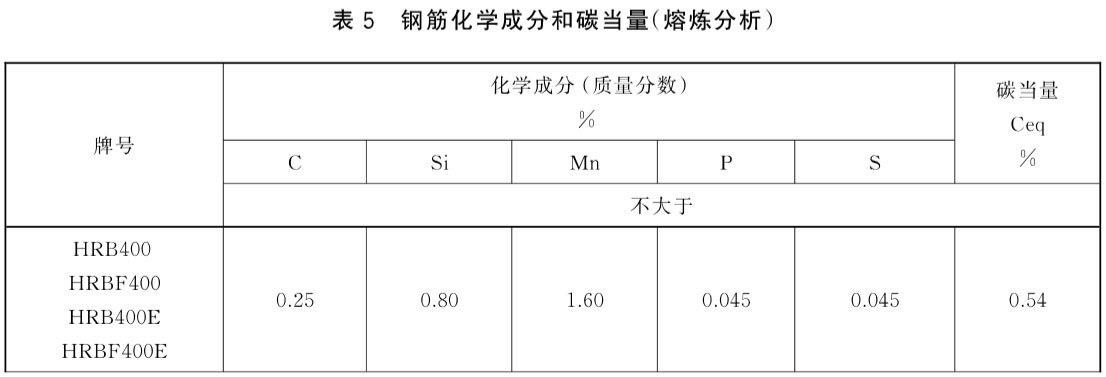
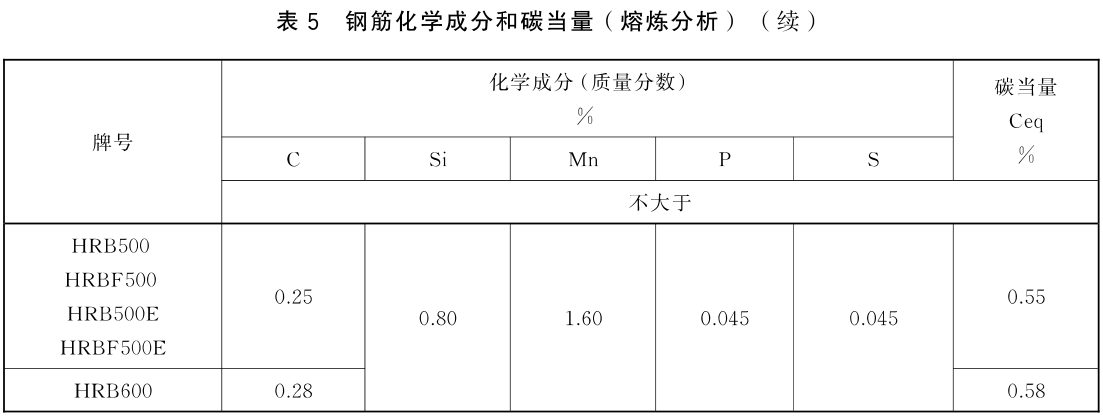
6.2.2 碳当量Ceq(%)按公式(1)计算:
Ceq=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15 ……………………(1)
6.2.3 钢的氮含量应不大于0.012%,准许供方不作分析。钢中如有足够数量的氮结合元素,准许更高的氮含量。
6.2.4 钢筋的成品化学成分允许偏差应符合GB/T 222的规定,碳当量Ceq的允许偏差为+0.03%。
6.3 力学性能
6.3.1 钢筋的下屈服强度ReL、抗拉强度Rm、断后伸长率A、最大力总延伸率Agt等力学性能特征值应符合表6的规定。表6所列各力学性能特征值,其中R°eL/ReL为最大保证值,其他为最小保证值。
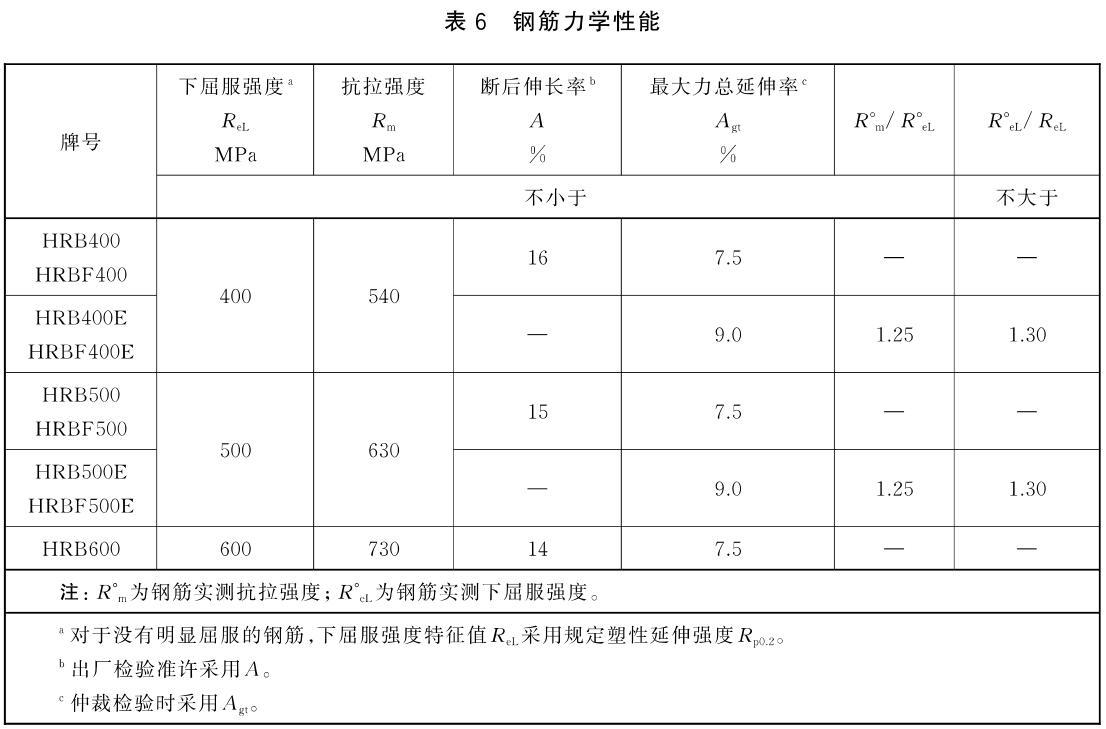
6.3.2 公称直径为28mm~40mm各牌号钢筋的断后伸长率A准许降低1%;公称直径大于40mm各牌号钢筋的断后伸长率A准许降低2%。
6.4 工艺性能
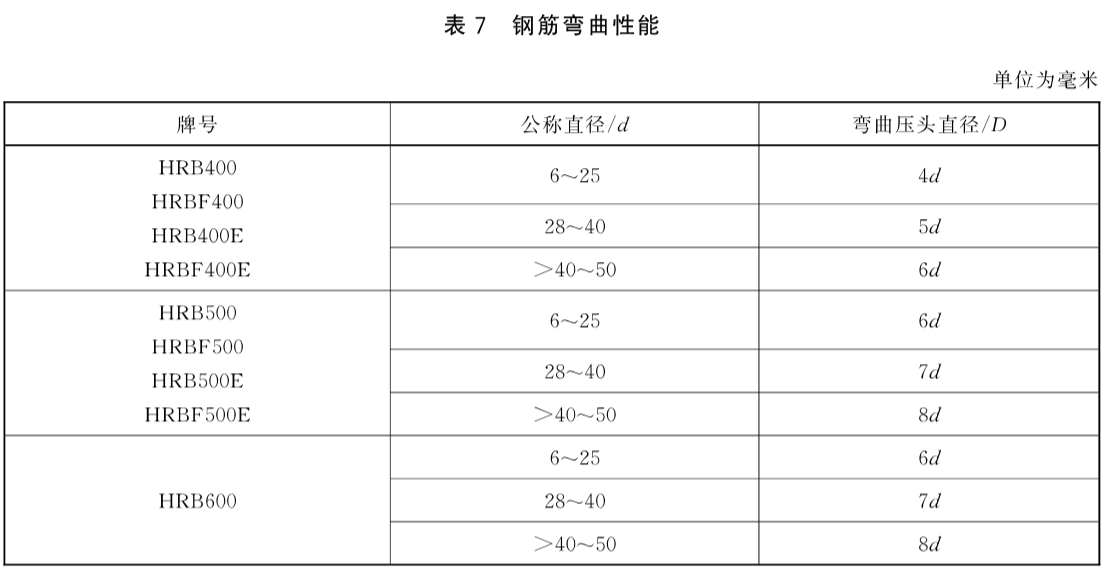
6.4.1 弯曲性能
按表7规定的弯曲压头直径弯曲180°后,钢筋受弯曲部位表面不应产生裂纹。
6.4.2 反向弯曲性能
6.4.2.1 对牌号带“E”的钢筋应进行反向弯曲试验。经反向弯曲试验后,钢筋受弯曲部位表面不应产生裂纹。
6.4.2.2 反向弯曲试验的弯曲压头直径比弯曲试验相应增加1个钢筋公称直径。
6.5 疲劳性能
应用于公路桥涵、铁路桥涵、城市轨道交通地下结构等承受动力循环作用的混凝土结构或构件时,应提供对应牌号、对应规格的疲劳性能检验报告。疲劳性能检验应按照GB/T 28900进行,在不同根(盘)钢筋切取5支。
6.6 连接性能
6.6.1 钢筋的焊接、机械连接工艺及接头的质量检验与验收应符合JGJ 18、JGJ 107规定。
6.6.2 HRBF500、HRBF500E钢筋的焊接工艺应经试验确定。
6.6.3 HRB600钢筋采用机械连接,准许采用焊接的方式进行连接。
6.7 晶粒度
细晶粒热轧钢筋晶粒度为9级或更细。经供需双方协商,准许不做晶粒度检验。
6.8 金相组织
钢筋的金相组织应主要是铁素体加珠光体,基圆上不应出现回火马氏体组织。钢筋宏观金相、截面维氏硬度、微观组织应符合附录B的规定。经供需双方协商,准许不做金相检验。
6.9 表面质量
6.9.1 钢筋应无有害的表面缺陷。
6.9.2 当经钢丝刷刷过的钢筋的重量、尺寸、横截面积和力学性能、工艺性能符合第5章、6.3、6.4的要求时,锈皮、表面不平整或氧化铁皮不应作为拒收的理由。
6.9.3 当带有6.9.2规定的缺陷以外的表面缺陷的钢筋不符合力学性能或工艺性能要求时,则判定表面质量不合格。
7 试验方法
7.1 检验项目
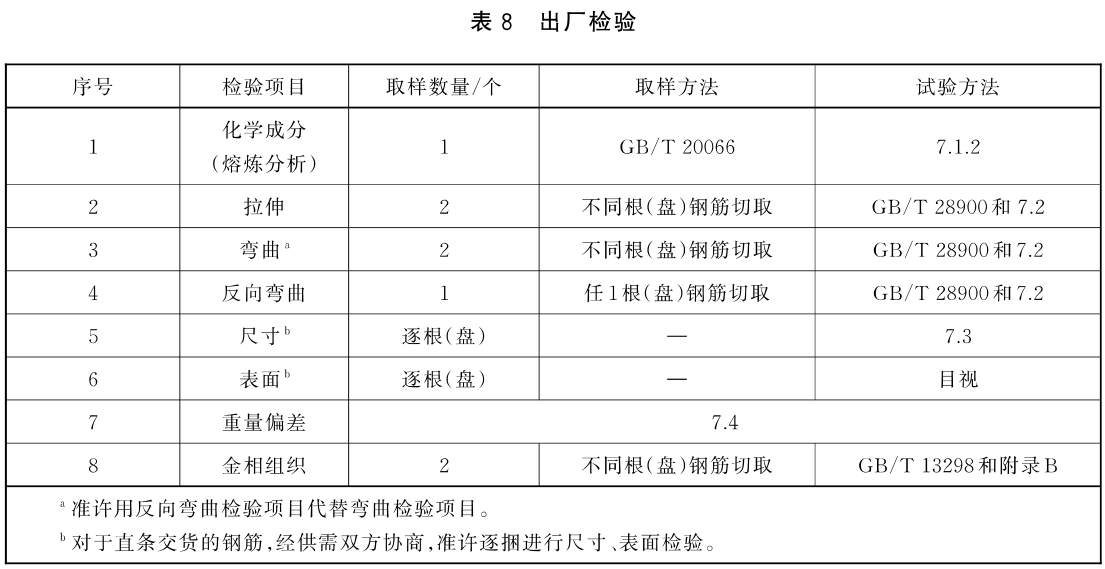
7.1.1 每批钢筋的检验项目、取样数量、取样方法和试验方法应符合表8的规定。
7.1.2 钢的化学成分试验应按GB/T 4336、GB/T 20123、GB/T 20124、GB/T 20125或通用的化学分析方法进行。仲裁时应采用GB/T 223.5、GB/T 223.11、GB/T 223.12、GB/T 223.14、GB/T 223.17、GB/T 223.19、GB/T 223.23、GB/T 223.26、GB/T 223.37、GB/T 223.40、GB/T 223.59、GB/T 223.63、GB/T 223.84、GB/T 223.85、GB/T 223.86的方法进行。
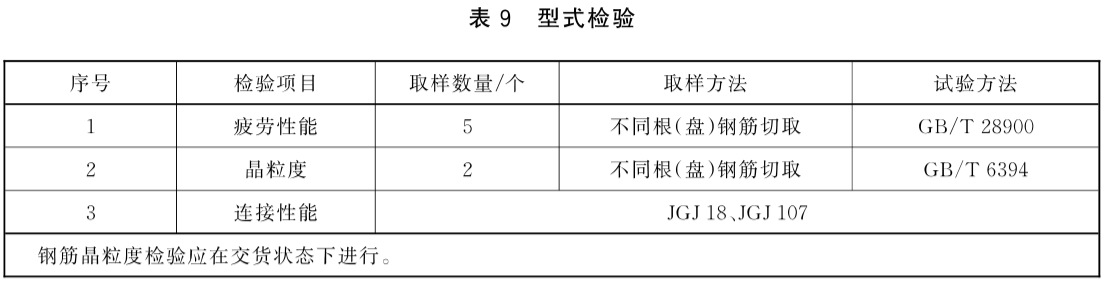
7.1.3 疲劳性能、晶粒度、连接性能应在原料、生产工艺、设备有重大变化及新产品生产时进行型式检验。型式检验取样方法和试验方法应符合表9的规定。
7 试验方法
7.1 检验项目
7.1.1 每批钢筋的检验项目、取样数量、取样方法和试验方法应符合表8的规定。
7.1.2 钢的化学成分试验应按GB/T 4336、GB/T 20123、GB/T 20124、GB/T 20125或通用的化学分析方法进行。仲裁时应采用GB/T 223.5、GB/T 223.11、GB/T 223.12、GB/T 223.14、GB/T 223.17、GB/T 223.19、GB/T 223.23、GB/T 223.26、GB/T 223.37、GB/T 223.40、GB/T 223.59、GB/T 223.63、GB/T 223.84、GB/T 223.85、GB/T 223.86的方法进行。
7.1.3 疲劳性能、晶粒度、连接性能应在原料、生产工艺、设备有重大变化及新产品生产时进行型式检验。型式检验取样方法和试验方法应符合表9的规定。
7.2 拉伸、弯曲、反向弯曲试验
7.2.1 拉伸、弯曲、反向弯曲试验试样不应进行车削加工。
7.2.2 计算钢筋强度用截面面积采用表2所列公称横截面面积。
7.2.3 反向弯曲试验,先正向弯曲90°,把经正向弯曲后的试样在100℃±10℃温度下保温不少于30min,经自然冷却后再反向弯曲20°。两个弯曲角度均应在保持载荷时测量。出厂检验准许在室温下直接进行反向弯曲,仲裁检验应在时效后进行反向弯曲。
7.3 尺寸测量
7.3.1 钢筋内径的测量应精确到0.1mm。
7.3.2 钢筋纵肋、横肋高度的测量,采用测量同一截面两侧横肋中心高度平均值的方法,即测取钢筋最大外径,减去该处内径,所得数值的一半为该处肋高,应精确到0.1mm。
7.3.3 钢筋横肋间距采用测量平均肋距的方法进行测量。即测取钢筋同一面上第1个与第11个横肋的中心距离,该数值除以10即为横肋间距,应精确到0.1mm。
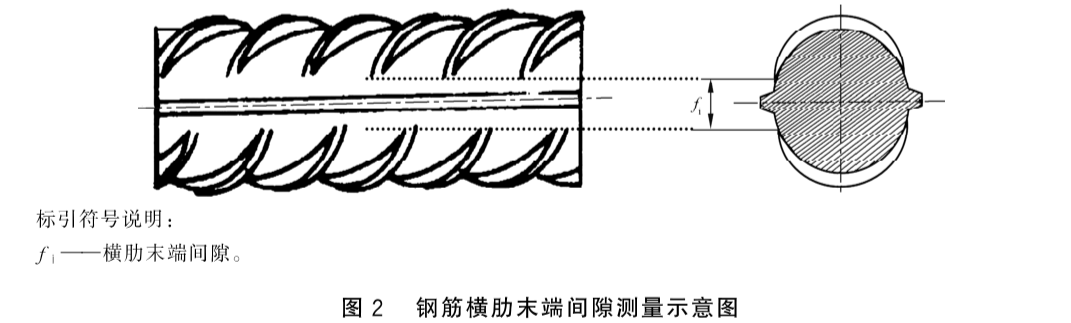
7.3.4 钢筋横肋末端间隙测量产品两相邻横肋在垂直于钢筋轴线平面上投影的两末端之间的弦长,钢筋横肋末端间隙测量示意图见图2。
7.4 重量偏差的测量
7.4.1 测量钢筋重量偏差时,试样应从不同根钢筋上截取,数量为5支,每支试样长度不小于500mm。长度应逐支测量,应精确到1mm。测量试样总重量时,应精确到1g。
7.4.2 钢筋实际重量与理论重量的偏差(%)按公式(2)计算:

式中:η——实际重量与理论重量的偏差,%;
M——试样实际总重量,单位为克(g);
L——试样总长度,单位为毫米(mm);
m——理论单位重量,单位为克每毫米(g/mm)。
7.5 宏观金相、截面维氏硬度、微观组织检验
宏观金相、截面维氏硬度、微观组织的检验应按附录B的规定进行。应以微观组织作为仲裁依据。
7.6 数值修约与判定
检验结果的数值修约与判定应符合YB/T 081的规定。
8 检验规则
8.1 检验分类
钢筋的检验分为特征值检验和交货检验。
8 检验规则
8.1 检验分类
钢筋的检验分为特征值检验和交货检验。
8.2 特征值检验
8.2.1 特征值检验适用于下列情况:
a)供方对产品质量控制的检验;
b)需方提出要求,经供需双方协议一致的检验;
c)第三方产品认证及仲裁检验。
8.2.2 特征值检验应按附录C的规定进行。
8.3 交货检验
8.3.1 适用情况
交货检验适用于钢筋验收批的检验。
8.3.2 组批规则
8.3.2.1 钢筋应按批进行检查和验收,每批由同一牌号、同一炉号、同一规格的钢筋组成。
8.3.2.2 准许由同一牌号、同一冶炼方法、同一浇注方法的不同炉号组成混合批进行轧制,但各炉号熔炼分析碳含量之差应不大于0.02%,锰含量之差应不大于0.15%。混合批的重量不大于60t。不应将轧制成品组成混合批。
8.3.3 检验项目和取样数量
每批重量不大于60t时,应按表8要求取样并检验。每批重量大于60t时,每增加40t(或不足40t的余数),应增加1个拉伸试验试样和1个弯曲试验试样,对牌号带“E”的钢筋还应增加1个反向弯曲试验试样。
8.3.4 检验结果
钢筋(包括盘卷调直后的钢筋)各检验项目的检验结果应符合第5章和第6章的有关规定。
8.3.5 复验与判定
钢筋的复验与判定应符合GB/T 17505的规定。钢筋的重量偏差项目不应重新取样进行复验。
9 包装、标志和质量证明书
9.1 钢筋的表面标志应符合下列规定。
a)钢筋应在其表面轧上牌号标志、生产企业序号(顺序轧制GB/T 2260规定的行政区划代码前2位和许可证后3位数字)和公称直径毫米数字,准许轧上经注册的厂名或商标代替行政区划代码前2位。
b)钢筋牌号标志以阿拉伯数字或阿拉伯数字加英文字母表示,HRB400、HRB500、HRB600分别以4、5、6表示,HRBF400、HRBF500分别以C4、C5表示,HRB400E、HRB500E分别以4E、5E表示,HRBF400E、HRBF500E分别以C4E、C5E表示。厂名以汉语拼音字头表示。公称直径毫米数以阿拉伯数字表示。
c)标志应清晰明了,标志的尺寸由供方按钢筋直径大小作适当规定,与标志相交的横肋可以取消。
9.2 钢筋的包装、标牌和质量证明书上准许赋包含产品信息的条形码、二维码。
9.3 除上述规定外,钢筋的包装、标志和质量证明书应符合GB/T 2101的有关规定。
附录A (资料性) 钢筋相对肋面积的计算公式
A.1 钢筋相对肋面积f。可按公式(A.1)计算:

式中:K——横肋排数(两面肋,K=2);
FR——一个肋的纵向截面积,单位为平方毫米(mm2);
β——横肋与钢筋轴线的夹角,单位为度(°);
d——钢筋公称直径,单位为毫米(mm);
l——横肋间距,单位为毫米(mm)。
A.2 如已知钢筋的几何参数,相对肋面积ƒr也可用近似公式(A.2)计算:

式中: ——钢筋相邻两面上横肋末端之间的间隙(包括纵肋宽度)总和,单位为毫米(mm);
——钢筋相邻两面上横肋末端之间的间隙(包括纵肋宽度)总和,单位为毫米(mm);
h——横肋中点高,单位为毫米(mm);
h1/4——横肋长度四分之一处高,单位为毫米(mm);
d——钢筋公称直径,单位为毫米(mm);
ι——横肋间距,单位为毫米(mm)。
附录B (规范性) 钢筋宏观金相、截面维氏硬度、微观组织及检验方法
B.1 宏观金相
B.1.1 用锯切机将钢筋切成圆柱形试样,试样不应受到高温影响。
B.1.2 对试样的截面应进行研磨、抛光加工。
B.1.3 用2%~5%硝酸-酒精溶液浸蚀,浸蚀时间通常为5s~10s。
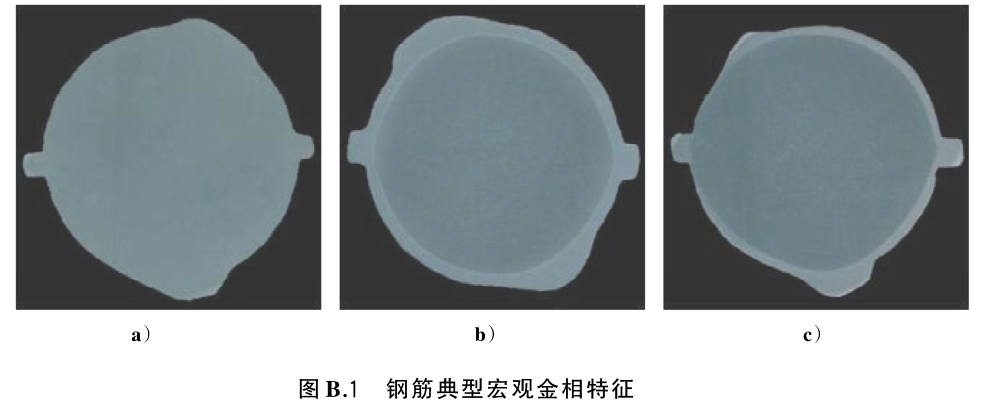
B.1.4 若试样截面具有如图B.1a)所示衬度均匀的宏观金相特征时,判定为合格。
B.1.5 若试样宏观金相出现截面基圆外围有明显不同于内部区域衬度的封闭环,如图B.1b)所示,则判定为非热轧钢筋。
B.1.6 若试样宏观金相出现截面基圆外围有明显不同于内部区域衬度的不封闭环,如图B.1c)所示,应通过B.2中规定的截面维氏硬度或B.3中规定的微观组织的方法进行检验。
附录B (规范性) 钢筋宏观金相、截面维氏硬度、微观组织及检验方法
B.1 宏观金相
B.1.1 用锯切机将钢筋切成圆柱形试样,试样不应受到高温影响。
B.1.2 对试样的截面应进行研磨、抛光加工。
B.1.3 用2%~5%硝酸-酒精溶液浸蚀,浸蚀时间通常为5s~10s。
B.1.4 若试样截面具有如图B.1a)所示衬度均匀的宏观金相特征时,判定为合格。
B.1.5 若试样宏观金相出现截面基圆外围有明显不同于内部区域衬度的封闭环,如图B.1b)所示,则判定为非热轧钢筋。
B.1.6 若试样宏观金相出现截面基圆外围有明显不同于内部区域衬度的不封闭环,如图B.1c)所示,应通过B.2中规定的截面维氏硬度或B.3中规定的微观组织的方法进行检验。
B.2 截面维氏硬度
B.2.1 截面维氏硬度检验可在宏观金相检验的试样上进行。
B.2.2 将试样横截面中心线心部位置作为中心测试点(HV0),在试样横截面基圆外围不同于内部区域衬度的不封闭环上确定边缘测点(HV),如图B.2所示。
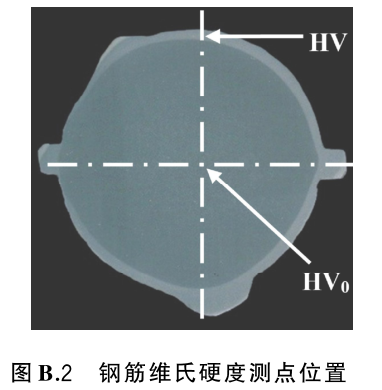
B.2.3 按GB/T 4340.1进行维氏硬度检验,试样截面维氏硬度测试的载荷为5kg,保持时间为10s。测得HV0和HV,两点的硬度差值(HV-HV0)不大于40HV时判为合格。
B.3 微观组织
B.3.1 用锯切机将钢筋切成圆柱形试样,试样不应受到高温影响。
B.3.2 对试样的截面应进行研磨、抛光加工。
B.3.3 用2%~5%硝酸-酒精溶液进行浸蚀,浸蚀时间通常为5s~10s。
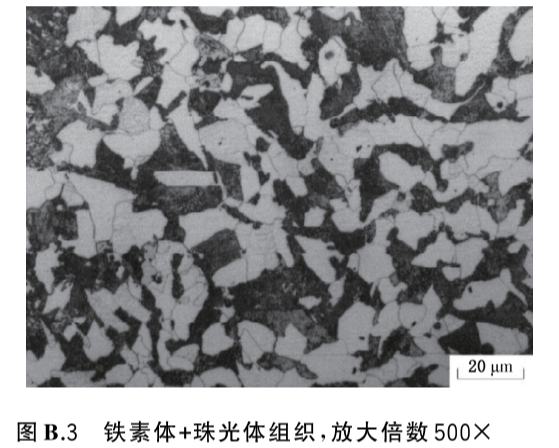
B.3.4 热轧钢筋基圆的微观组织特征:在金相显微镜下,放大倍数为500×,应为铁素体+珠光体组织形貌,如图B.3所示。
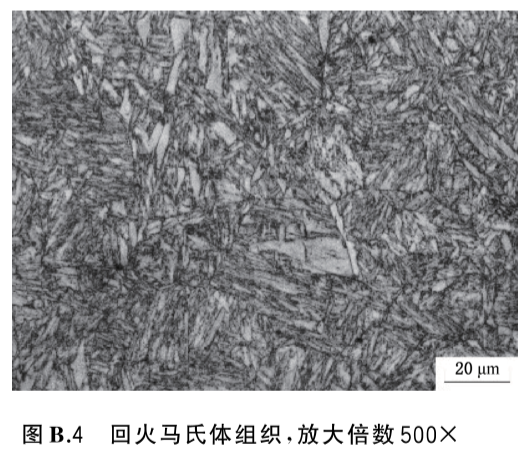
B.3.5 回火马氏体组织:在金相显微镜下,放大倍数为500×,组织形貌如图B.4所示。
附录C (规范性) 特征值检验规则
C.1 试验组批和取样数量
C.1.1 试验组批
为了试验,交货应细分为试验批。组批规则应符合8.3.2的规定。
C.1.2 每批取样数量
C.1.2.1 化学成分(成品分析)应从不同根钢筋取两个试样。
C.1.2.2 力学性能应从不同钢筋取15个试样(如果适用60个试样时,见C.2.1规定)。
附录C (规范性) 特征值检验规则
C.1 试验组批和取样数量
C.1.1 试验组批
为了试验,交货应细分为试验批。组批规则应符合8.3.2的规定。
C.1.2 每批取样数量
C.1.2.1 化学成分(成品分析)应从不同根钢筋取两个试样。
C.1.2.2 力学性能应从不同钢筋取15个试样(如果适用60个试样时,见C.2.1规定)。
C.2 试验结果的评定
C.2.1 参数检验
为检验规定的性能,如特性参数ReL、Rm、Agt或A,应确定以下参数:
a)15个试样的所有单个值Xi(n=15);
b)平均值m15(n=15);
c)标准偏差S15(n=15)。
如果所有性能满足公式(C.1)给定的条件则该试验批符合要求。
m15-2.33×S15≥ƒk ……………………(C.1)
式中:ƒk——要求的特征值;
2.33——当n=15,90%置信水平(1-α=0.90),不合格率5%(P=0.95)时验收系数k的值。
如果不能满足公式(C.1)给定的条件,系数 由试验结果确定。式中k′≥2时,试验继续进行。在此情况下,应从该试验批的不同根钢筋上切取45个试样进行试验,得到总计60个试验结果(n=60)。
由试验结果确定。式中k′≥2时,试验继续进行。在此情况下,应从该试验批的不同根钢筋上切取45个试样进行试验,得到总计60个试验结果(n=60)。
如果所有性能满足公式(C.2)给定的条件,则应认为该试验批符合要求。
m60-1.93×S60≥ƒk ……………………(C.1)
式中:1.93——当n=60,90%置信水平(1-a=0.90),不合格率5%(P=0.95)时验收系数k的值。
C.2.2 属性检验
C.2.2.1 当试验性能规定为最大或最小值时,15个试样测定的所有结果应符合第6章的要求,此时,应认为该试验批符合要求。
C.2.2.2 当最多有两个试验结果不符合条件时,应继续进行试验,此时,应从该试验批的不同根钢筋上,另取45个试样进行试验,得到总计60个试验结果,60个试验结果中两个及以下不符合要求,则认为该试验批符合要求。
C.2.3 化学成分
两个试样均应符合6.2要求。
免责申明:本站所有资源均通过网络等公开合法渠道获取,该资料仅作为阅读交流使用,并无任何商业目的,其版权归作者或出版方所有,本站不对所涉及的版权问题负任何法律责任和任何赔偿,在本站咨询或购买后默认同意此免责申明;
法律责任:如版权方、出版方认为本站侵权,请立即通知本站删除,物品所标示的价格,是对本站搜集、整理、加工该资料以及本站所运营的费用支付的适当补偿,资料索取者(顾客)需尊重版权方的知识产权,切勿用于商业用途,信息;

安庆市住建局赴怀宁开展预拌混凝土搅拌站环境综合整治专项检查
3月19日,安庆市住房和城乡建设局专项检查组赴怀宁开展预拌混凝土搅拌站环境综合整治专项检查。专项检查组采取“四不两直”方式,对怀宁县8家混凝土搅拌站进行了专项...
2025-05-19
钢筋桁架混凝土叠合板应用技术规程 T CECS 715-2020
中国工程建设标准化协会标准钢筋桁架混凝土叠合板应用技术规程TechnicalspecificationforconcretecompositeslabswithlatticegirdersT/CECS715-2020主编单位:龙信建...
2025-05-17
『JGJ T384-2016』钻芯法检测混凝土强度技术规程
中华人民共和国行业标准钻芯法检测混凝土强度技术规程TechnicalspecificationfortestingconcretestrengthwithdrilledcoremethodJGJ/T384-2016批准部门:中华人民共...
2025-05-17
『JGJ256-2011』钢筋锚固板应用技术规程
中华人民共和国行业标准钢筋锚固板应用技术规程TechnicalspecificationforapplicationofheadedbarsJGJ256-2011批准部门:中华人民共和国住房和城乡建设部施行日期:2...
2025-05-15
『CECS254:2012』实心与空心钢管混凝土结构技术规程
中国工程建设协会标准实心与空心钢管混凝土结构技术规程Technicalspecificationforsolidandhollowconcrete-filledsteeltubularstructureCECS254:2012主编单位:哈尔...
2025-05-15
『GB T18736-2017』高强高性能混凝土用矿物外加剂
中华人民共和国国家标准高强高性能混凝土用矿物外加剂MineraladmixturesforhighstrengthandhighperformanceconcreteGB/T18736-2017发布日期:2017年3月9日实施日期:2...
2025-05-15